
Настройки KISSlicer PRO для 3D принтера Designer PRO 250
Программное обеспечение KISSlicer PRO позволяет подготовить 3D модели к печати на принтере Designer PRO 250. Для загрузки самой модели в ПО можно воспользоваться несколькими способами: самый быстрый и простой – перетащить файл в окно программы (функция Drag and Drop) или же воспользоваться стандартным методом загрузки, с помощью функции «File» и «Open STL Model».
Давайте же перейдем к рассмотрению основных функций и настроек, которые в дальнейшем помогут сделать процесс 3D-печати максимально эффективным.
Вкладка Style
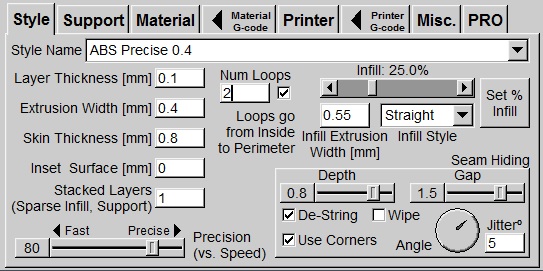
Вкладка Style одна из самых важных, от правильных настроек параметров именно в этой вкладке будут зависеть конечные результаты.
Поле Style Name позволяет задать высоту слоя печати в границах 0,05-0,25 мм.
Параметр Layer thickness – задает толщину слоя и чем она больше, тем быстрее будет происходить печать, но качество будет заметно хуже.
- Если нет необходимости в высокой детализации печатаемого объекта, тогда для быстрой печати с низким качеством вполне достаточно 75% от диаметра сопла, например, значение 0,3мм в случае 0,4 мм сопла.
- Для получения хорошего результата лучше выбрать 50% от диаметра сопла.
- Для максимальной детализации можно установить значение в 20% или 10% от диаметра сопла, но следует учитывать, что время печати значительно увеличится.
Установка ширины экструзии задается параметром Extrusion width важно не перепутать данную ширину с диаметром сопла. Ширина экструзии всегда должна быть больше диаметра сопла и чем выше будет данный параметр, тем быстрее будет происходить печать. В противном случае, уменьшив данную настройку можно увеличить детализацию, но и изделие может быть слишком хрупким.
Skin thickness задает толщину оболочки. Чтобы получить наилучший результат печати, следует устанавливать значение кратным ширине экструзии и толщине слоя.
Inset surface (сжатие поверхности) – обычно устанавливают этот параметр на «0», так как он отвечает за компенсацию усадки материала при печати на заданную величину.
В версии PRO также можно настраивать параметр Stacked layers. По умолчанию параметр установлен на «1» и, если ничего не изменять, при печати будет производиться поддержка и заполнение каждого слоя. Если же изменить значение на «2» принтер будет печатать одно заполнение с поддержкой на каждые 2 слоя. Данный параметр позволит несколько сократить время печати, но следует учитывать, что могут снизиться механические характеристики изделия.
Скорость печати задается параметром Speed slider: fast – быстрая печать, precision – медленная.
Задаем толщину оболочки изделия параметром Number of loops, т.е. здесь мы указываем количество витков по контуру. Исходя из этого приведем некую формулу: Толщина стенок изделия = Number of loops х Extrusion width.
Для улучшения качества печати деталей с отрицательной геометрией рекомендуется включение параметра Loops go from inside to perimeter (Петли идут изнури периметра). Следует учитывать, что в данном случае может снизится точность внешних габаритов.
Чтобы задать внутреннее заполнение изделия, можно воспользоваться параметром Infill slider, перемещая ползунок слева направо. Чтобы задать точный процент заполнения, используем кнопку «Set % infill» и вводим необходимый процент.
Установка Ширины экструзии при заполнении характеристики прочности.
- Равна ширине экструзии – благодаря постоянному давлению в сопле, достигается хороший результат печати.
- Больше ширины сопла – увеличивается прочность детали, но внешний вид может несколько не соответствовать ожидаемому результату.
Infill style – параметр, отвечающий за выбор процента заполнения объема 3D модели пластиком. Может быть установлен в трех вариантах:
- Rectilinear (Прямолинейный): быстрая печать, но не слишком крепкая деталь.
- Octagonal (восьмиугольная): крепче, чем при прямолинейном режиме, но медленнее печать.
- Rounded (Округлые): немного слабее, чем Octagonal, но боле быстрая печать. На первый взгляд, это выглядит точно так же, как в восьмиугольном режиме, но углы будут более закругленными.
Перемещая ползунок параметра Depth от 0.00 до 1.00 можно задать глубину, на которую убирается стык. На изображении ниже можно увидеть минимальное (слева) и максимальное (справа) значение данного параметра.
Установить расстояние между стартом и остановкой каждого слоя внешнего контура можно параметром Gap и задать значения 0, 1 или 2.
Для печати округлых поверхностей рекомендуется применение параметра Jitter, который будет «разбрасывать» швы в заданном диапазоне. На практике, 100 вполне достаточно для получения хорошего результата.
Параметр Angle позволяет выбрать размещение швов на детали.
Чтобы избежать «соплей» после завершения экструзии, когда сопло возвращается в исходное положение по траектории и, тем самым, размазывает филаметн, нужно правильно настроить параметр Wipe on. Во вкладке Material устанавливается длина возврата параметром Backtrack.
Параметр De-String задает положительную (Prime) подачу нити в начале экструзии и отрицательную (Suck) нить корма в конце, что задается в соответствующих полях вкладки Material.
Для улучшения качества поверхности детали можно задать параметр Use corners (Используйте углы), который позволяет автоматически прятать начало и конец печати в углах изделия.
Вкладка Support
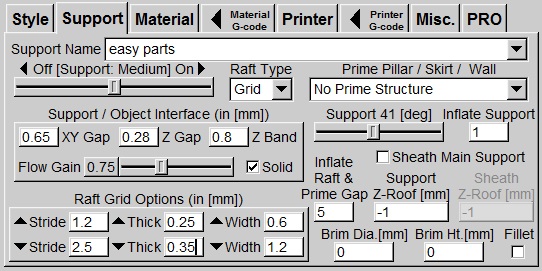
С помощью данной вкладки можно настроить поддержки. Включает в себя ряд полезных параметров и настроек.
Support Name – выбранный параметр отвечает за построение поддержки при печати загруженной модели.
- sample support – поддержка включена;
- no support – поддержка выключена
Параметр Support slider задает интенсивность поддержек и включает в себя несколько режимов:
- Off – отсутствие поддержки;
- крупнозернистый (Coarse) – формирование поддержки основных частей, без предъявления высоких требований;
- Rough (грубый) – формирование поддержки средне-низкой плотности;
- Рекомендуемый режим Medium (средние) – средняя плотность;
- Dense (плотные) – будет полезен для печати сферо-подобных объектов, так как формирует повышенную плотность поддержки
- Режим Fine увеличивает время печати и строит высокую плотность поддержки;
- Самая высокая плотность задается режимом Ultra и, как правило, используется для печати объектов со сложной геометрией.
Задать наполнение поддержки можно параметром Inflate support. По умолчанию установлен на отметке 1. Указывает насколько поддержка будет шире нависающего элемента.
Чтобы получить максимально ровную нижнюю поверхность детали следует воспользоваться параметром Solid support/object interface (настройки поддержки и детали). Главное, чтобы принтер был оснащен двумя экструдерами.
Интенсивность потока задается параметром Flow gain, регулирующий адгезию между поддержкой и изделием.
Контроль толщины последних слоев поддержки осуществляется параметром Z-Band. Данная настройка поможет с печатью «трудных» частей.
Печать максимального угла наклона без поддержки устанавливается параметром Support degree slider.
Расстояние между поддержкой и изделием задается параметрами Gap (XY) и Gap (Z). Так, Gap (XY) устанавливает горизонтальное расстояние и для круглых или сферические деталей рекомендуется задавать низкое значение, например, 0,15. Для вертикальный/плоских поверхностей можно задать чуть выше, в пределах 0,7. Выбрав правильное значение в дальнейшем будет намного проще отделить поддержку от детали. Вертикальное расстояние задается параметром Gap (Z) и, как правило, его значение кратно толщине слоя.
Чтобы задать создание опор, где это необходимо, устанавливаем параметр Support z-roof на отметке «-1». При введении других значений, формирование поддержек будет остановлено для любой части изделия, когда Z будет выше введенного числа.
Sheath main support создает периметр вокруг несущей конструкции разреженной поддержки. Это позволяет сформировать более прочную поддерживающую структуру, но удалить ее намного сложнее.
Параметр Sheath z указывает на то, что максимальная высота будет считаться вместе с контуром. По умолчанию задается значение в «-1», что означает, что оболочка будет в один уровень с поддержкой.
Тип подложки задается параметром Raft type и может иметь несколько режимов:
- GRID – в этом режиме между изделием и кроватью печатается сетка. В случае, если печать производится на принтере с двумя экструдерами, также можно выбрать и материал подложки PRINTER->Extruder materials tab.
- PILLAR – от GRID отличается дополнительным слоем микро столбов между сеткой и кроватью. Данный режим пригодится, когда филамент липкий.
Так как подложка GRID состоит из двух слоев, с помощью параметра Raft grid stride/thickness/width (шаг, толщина, ширина) можно задать ее параметры. Можно задать толстый, широкий и разреженный нижний слой, что позволит улучшить адгезию и нивелировать неровности стола. Если же указать более тонкий и плотный верхний слой, можно получить намного лучший интерфейс поддержки. Если необходимо использовать «юбку», ее можно увеличить с помощью параметра Inflate raft.
Также можно выбрать один из доступных вариантов заливки используя параметр Prime pillar / skirt / wall:
- Single pillar создает по одному столбу для каждого работающего сопла. Колонна автоматически подбирается под размеры и размещается рядом с деталью.
- Skirt (first layer) (Юбка первый слой) улучшает качество печати на первых этапах.
- Short wall (Невысокая стенка) создает стену вокруг изделия до той высоты, пока не останется один экструдер.
- Wall (all layers) (Стена (все слои)) схож с режимом Short wall, но короткие стенки будут формироваться до завершения процесса печати.
Brim diameter повторяет контур основания детали и отвечает за ширину брима в мм. Это позволяет увеличить адгезию изделия со столом.
Brim ht задает высоту брима и, как правило, остается на отметке «0», что означает печать брима в один слой, но чтобы улучшить адгезию этот показатель можно увеличивать, правда потом придется дольше отрывать лишнее от детали.
Brim fillet – в случае большого значения параметра Brim ht автоматически применяет скругление.
Вкладка Material
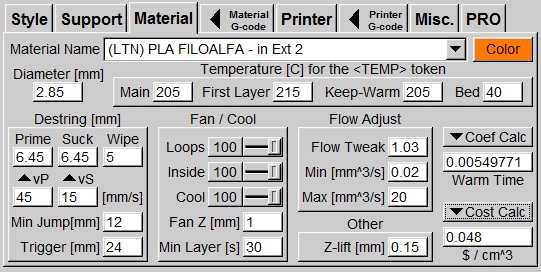
Здесь собраны очень важные параметры, от установки которых будет напрямую зависеть конечный результат печати.
Diameter (mm) задает диаметр нити и является одним из самых важных значений, так как все процессы печати опираются на эти данные. Рекомендуется использовать штангенциркуль и сделать несколько замеров в нескольких местах чтобы вывести среднее значение.
Temperature for the < TEMP > token – устанавливает температуру экструдера и стола и включает несколько режимов:
- Main – задает температуру всего изделия;
- First layer задает температуру печати первого слоя и может быть несколько выше, чем в режиме Main, что обеспечивает лучшую адгезию с кроватью.
- Keep-warm в случае использования нескольких экструдеров позволяет понижать температуру незадействованного экструдера, что позволяет уменьшить количество «соплей». Важно помнить, что слишком низкая температура потребует больше времени на прогрев экструдера перед началом работы.
- Bed режим удобен, когда есть стол с подогревом и позволяет задавать необходимую температуру для лучшей адгезии.
Для задания цвета визуализации пути используется параметр Color button.
Еще одна полезная функция – Destring (Ретракт). Она помогает избавиться от «соплей» во врем смены региона печати и имеет несколько режимов:
- Режим Suck задает количество мм, на которое будет протянут входной пруток обратно. Это поможет исключить выползание пластика и избавиться от «соплей» при смене региона печати.
- Prime используется только в начале нового региона и отвечает за подачу оттянутого из фильеры пластика точно к месту печати. Как правило, данный режим устанавливается на отметке равной или чуть меньшей чем у режима Suck.
- Wipe позволяет несколько улучшить качество печати. Суть данного режима в том, что данный механизм медленно движется по только что пройденному пути в обратном направлении и, тем самым, как бы размазывает остатки.
- Vp / VŠ задает скорость ретракта.
- Min jump (mm) указывает наименьшее расстоянием между областями печати.
- Trigger (мм) задает максимальное расстоянием, которое может быть пройдено после Wipe, конечно же, если этот режим включен.
Практически каждый 3d-принтер оснащен системой вентиляции, чтобы охлаждать площадь сопла, и программа KISSlicer PRO позволяет управлять этой системой с помощью параметра Fan/cool (Вентилятор / охлаждение).
- Функция Loops (0..100%) устанавливает скорость работы вентилятора во время печати всего объекта кроме внутреннего заполнения;
- Inside (0..100%) устанавливает скорость работы вентилятора при печати загущающих заполнения;
- Cool (0..100%) устанавливается во время замедления печати и позволяет выполнить условие Min Layer setting. В данном случае сохраняется минимальная скорость вентилятора;
- Fan Z(mm) включает вентилятор после достижения заданной высоты.
Min layer (s) – данный параметр позволяет задать наименьшее время прохождения одного слоя. В случае уменьшения времени печати программа автоматически снизит скорость движения, чтобы выполнить данное условие.
Flow/adjust состоит из нескольких режимов:
- Flow / Tweak задает силу потока и позволяет компенсировать перелив или недолив.
- Min (mm3/s) задает минимальный объем для успешного выдавливания.
- Max (mm3/s) задает максимальный объем для успешного выдавливания.
Параметр Other позволяет задать величину с помощью параметра Z-lift (mm), на которую будет подниматься экструдер при окончании печати участка прежде, чем перейти к следующему участку печати.
Программа КС позволяет настроить параметр Coef calc. Чтобы программа правильно рассчитала время печати, необходимо верно указать ускорение и время прогрева экструдера, для этого и служит данный параметр.
Параметр Cost calc может рассчитать ориентировочную стоимость будущего изделия. Все, что нужно сделать – один раз откалибровать данное значение. Для этого распечатайте одну детали и взвесьте ее максимально точно, затем введите полученные данные.
Вкладка Printer
Printer – Hardware
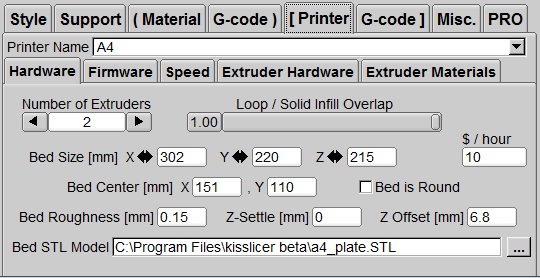
Данная вкладка очень важна, поскольку настраивает аппаратное обеспечение вашего принтера, поэтому не стоит устанавливать параметры, если вы не уверены, что они значат.
Итак, вкладка Printer – Hardware содержит несколько важных параметров.
Количество экструдеров на вашем принтере задается параметром Number of extruders.
Loop/solid infill устанавливает перекрытие между периметром и заполнением. Если указать минимальное значение, это будет означать, что поверхности практически несоприкасающиеся. Конечно, это позволит создать более красивое изделие, но и более хрупкое. Если же напротив, задать максимальное значение, сцеплении будет очень прочное, но и внешний вид изделия будет далеким от идеального.
Габариты кровати принтера задаются параметром Bed size.
Стоимость часа указывается в окошке $/Hour.
Координаты центра кровати можно задать параметром Bed center.
Используя дельта-принтер рекомендуется установить галочку на параметре Bed is round.
Если нужно компенсировать дефекты стола, можно напечатать первый слой более толстым, установив определенное значение параметра Bed roughness (неровности кровати).
Задав правильно параметр Z-Settle (мм) можно компенсировать неточное движение Z.
Чтобы сделать первый слой более тонким, задайте отрицательное значение Z-offset.
Bed STL model – указав stl-модель кровати принтера, можно значительно упростить визуальное восприятие.
Printer – Firmware
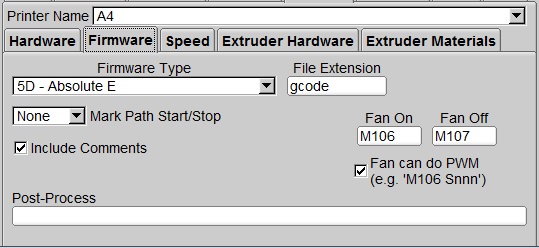
Не спешите вносить изменения на этой вкладке, особенно если не уверены в своих действиях. Если же вы решились изменить некоторые параметры, вот, что вы сможете сделать:
- Задать тип микропрограммы параметром Firmware type, обычно используется “5d – Absolute Е”
- Указать расширение файла – File extension.
- Если вы не знаете точный вариант прошивки, тогда установите значение параметр Mark Path start/stop как NONE.
- Include comments (Включить комментарии) – все заданные параметры, используемые при нарезке изделия, будут размещены на вершине GCode.
- Управление кулерами осуществляется параметром Fan ON/OFF commands и, как правило, большинство прошивок используют для этих целей M106 / M107. Если же в вашем принтере используются другие варианты, вы можете указать их именно здесь.
- Если ваш принтер не может определить и контролировать скорость работы кулера, тогда стоит убрать галочку параметра Fan can do PWM.
- Самая последняя строка настройки Post-Process и в большинстве случаев она остается пустой, за ненадобностью.
Printer Speed
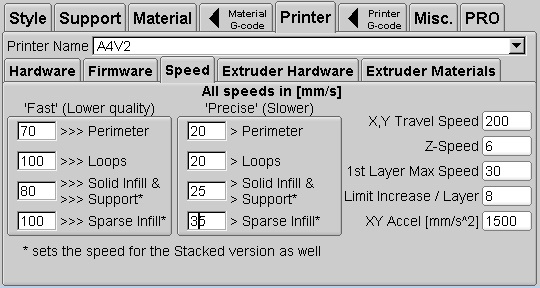
На этой вкладке вы сможете задать значения максимальной скорости печати, с которой сможет справиться ваше оборудование.
Fast (lower quality) этот параметр задает максимальную скорость печати. Важно помнить, что для печати периметра лучше установить более медленную печать, чем для заполнения. Также и Solid infill рекомендуется установить меньше, чем infill.
Slow (higher quality) если в процессе печати не используется очень тонкое сопло, тогда нет смысла устанавливать скорость ниже 10-15 мм в секунду.
X,Y travel speed – как вы уже догадались, здесь задается максимальная скорость работы оборудования по осям x и y. Программа KISSlicer ориентируется на эти значения для непечатных ходов.
Z-Speed – указывается максимальная скорость Z.
1 st layer max speed – задает скорость печати первого слоя и, как мы говорили выше, для лучшей адгезии рекомендуется задать более низкую скорость.
Limit increase этот параметр задает максимальное увеличение допустимой скорости во время печати второго слоя.
XY accel – параметр ускорения и используется программой только при вычислении общего времени печати.
Printer – Extruder materials
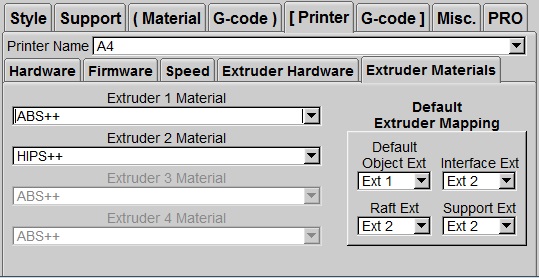
Эта вкладка позволяет задать используемые материалы для каждого экструдера отдельно. Программа генерирует GCode в зависимости от введённых на этой вкладке настроек.
Параметром Default object задаются верхние и нижние грани, заполнение и периметр.
Поддерживающие структуры указываются в Support.
Interface – указывает часть опоры вблизи объекта.
Raft задает материал подложки.
Printer – Extruder Hardware
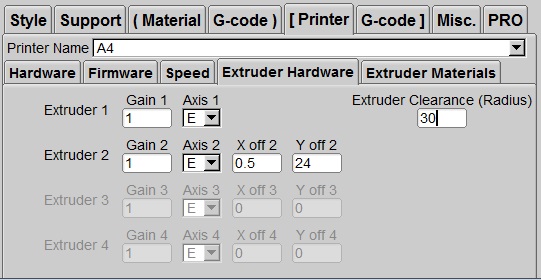
Отметим, что данную вкладку редко открывают и, как правило, ее настройку производят один раз. Здесь можно задать коэффициент подачи для каждого экструдера. Для этого пропускают заранее известной длины нить через определенный экструдер и затем вводят значение.
Также можно указать другой адрес экструдера, используя для этого выпадающий список.
Если ваше оборудование оснащено несколькими экструдерами, можно отрегулировать их смещение относительно друг друга.
Вот мы и рассмотрели основные параметры программы KISSlicer и их настройки, надеемся, данная статья значительно упростит процесс настройки вашего 3D-принтера.





Оставить комментаий
Ваш email не будет опубликован. Все поля обязательны для заполнения