
Настройки Simplify3D для 3D принтера
Более 90% экспертов в области 3D печати считают, что ее качество зависит не столько от характеристик выбранного принтера, сколько от используемого софта. Simplify3D – один из наиболее мощных, функциональных и быстрых слайсеров, совместимый с обширной линейкой 3D оборудования. Практически все процессы с его помощью можно автоматизировать, сведя тем самым риск возникновения ошибок практически к нулю.
Наиболее яркие преимущества этого ПО – интуитивная простота интерфейса, оптимизация заданных по умолчанию параметров и простота в управлении сразу несколькими печатными процессами.
Основное рабочее окно слайсера предлагает вам список процессов, которые можно добавлять (Add) или удалять (Delete), при этом настройки каждого из них корректируются (Edit Process Setting).
При редактировании настроек процесса рекомендуется сразу открыть также дополнительный набор параметров (Show Advanced). Предустановленные профили для разных материалов по вашему желанию можно оставить или удалить.
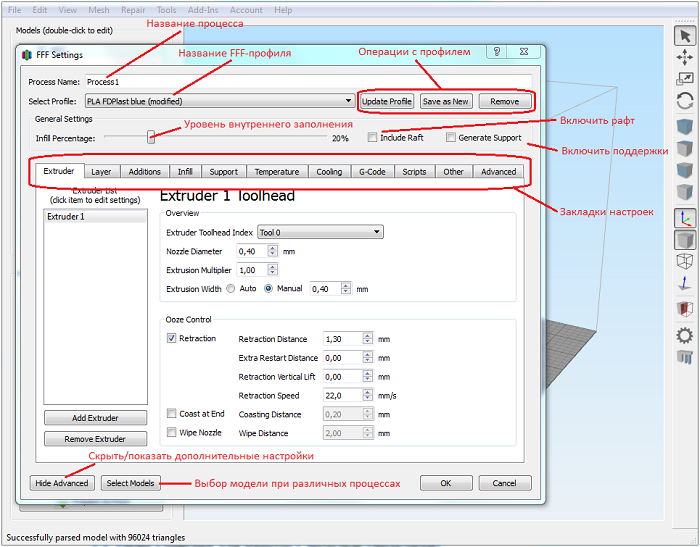
При настройке процесса вы можете задать его имя в поле Process Name и загрузить заранее сохраненные FFF профили в поле Select Profile. Отдельный профиль можно создать для каждого используемого типа, цвета или бренда пластика. Немного правее находятся кнопки управления – обновление (Update Profile), сохранение нового (Save as New) и удаление (Remove).
В группе общих настроек General Setting предлагаются следующие опции:
- Infill Percentage – выбор процентного показателя заливки модели.
- Include Raft – возможность печати дополнительной «подушки» между рабочим столом и объектом.
- Generate Support – включение поддерживающих структур.
При нажатии расположенной внизу основного экрана кнопки Hide Advanced можно получить доступ к дополнительным настройкам, а также выбрать определенную модель с помощью кнопки Select Models для их привязки к определенному процессу. Следует помнить, что если выполняется только один процесс, модель привязывается к нему автоматически.
Основные параметры
Ключевые настройки печати расположены в 11-ти последовательных вкладках – Extruder, Layer, Additions, Infill, Support, Temperature, Cooling, G-Code, Scripts, Other и Advanced, каждую из которых мы рассмотрим подробно.
Extruder
Список всех доступных экструдеров отображается в Extruder List, с помощью команд Add Extruder и Remove Extruder их можно добавлять или удалять. Если ваш принтер оснащен только одной печатной головкой, настройки не меняются.
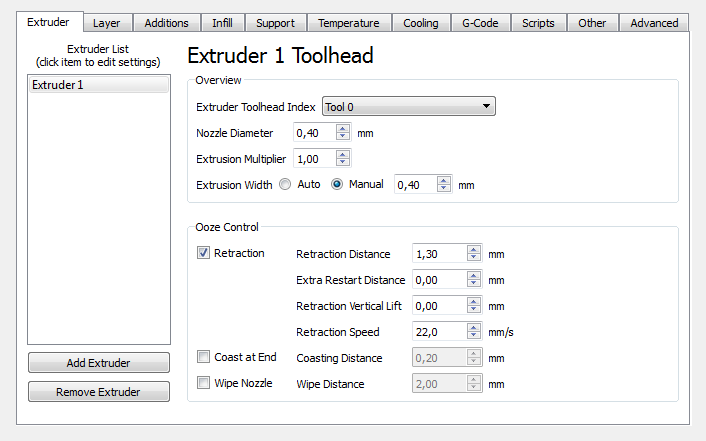
Общие настройки в группе Overview:
- Extruder Toolhead Index используется для прошивки нового экструдера при его замене. Опять-таки, это не касается оборудования с 1 головой;
- Nozzle Diameter задает диаметр сопла;
- Extruder Multiplier регулирует количество выдавливаемого пластика. За основу всегда берется 100% – этот показатель равен величине самой экструзии, но вы можете увеличивать или уменьшать его выбрав, например, 105% или 95% соответственно;
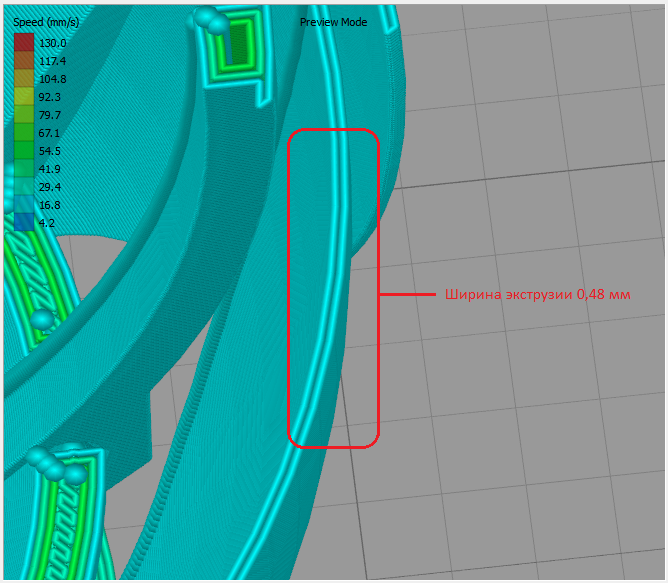
- Extrusion Width регулирует ширину выдавливаемой полоски пластика, при этом параметры и габариты самого объекта не меняются. Выбрав параметр Auto, вы автоматически установите экструзию. Шириной на 20% больше диаметра сопла, для ввода другого значения (для заполнения тонких стенок модели) следует выбрать опцию Manual.
Для экструзии 0,4 мм:

Для экструзии 0,48 мм:
Параметры подачи пластика регулируются группой настроек Ooze Control. С их помощью можно минимизировать риск возникновения большинства визуальных дефектов поверхности – пузырьков, дыр и др. Подбирать их желательно индивидуально, так как их эффективность зависит напрямую от характеристик сопла и в меньшей мере – от качества филамента.
Что предлагается:
- Retraction – ретракция (втягивание пластика при выходе экструдера из зоны печати);
- Retraction Distance – расстояние ретракции;
- Extra Restart Distance – количество пластика, которое подается обратно в печатную головку после ретракта;
- Retraction Vertical Lift – расстояние, на которое поднимается или опускается сопло после ретракции;
- Retraction Speed – скорость втягивания пластика;
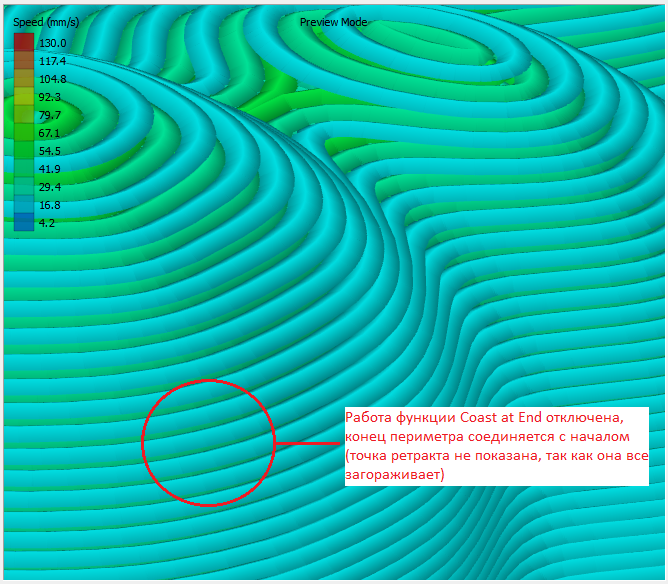
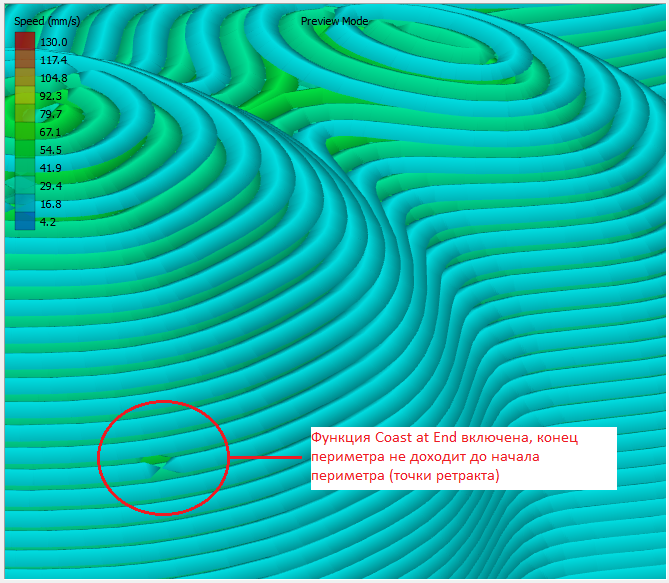
- Coast at End – галка позволяет прекратит подачу пластика незадолго до ретракции;
- Coasting Distance Layer – расстояние от точки, в которой наступает ретракция, до точки, в которой пластик уже не подается.
При включенной галке Coast at End, расстояние Coasting Distance Layer – 0,4 мм:
Опция Wipe Nozzle активирует или деактивирует процесс разглаживания места ретракции на внешнем периметре непосредственно соплом, Wipe Distance определяет длину разглаживания.
Layer
В группе общих настроек Layer Setting доступны следующие параметры:
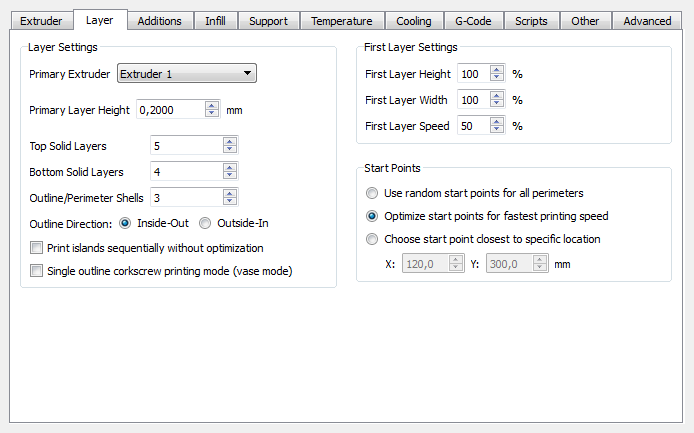
- Primary Extruder – выбор печатной головки для прототипирования основного объекта;
- Primary Layer Height – выбор высоты слоя;
- Primary Layer Height – количество сплошных слоев в верхней крышке изделия;
- Bottom Solid Layers– количество сплошных слоев в основании;
- Outline/Perimeter Shells – число внешних стенок (периметров);
- Outline Direction – выбор очередности печати периметров (Outside-In – от внешнего к внутренним, Inside Out – наоборот).
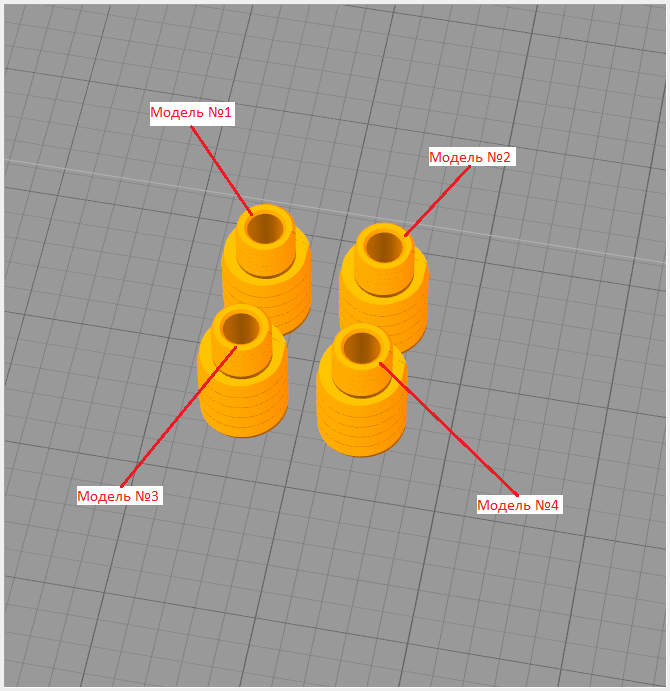
Print island sequentially without optimization – опция, позволяющая ускорить процесс печати за счет уменьшения холостого хода экструдера. Например, вы печатаете сразу 4 модели. Если эта галка отключена, перемещение головки будет выглядеть таким образом: №1 – №2 – №3 – №4 – №4 – №1. То есть, каждый раз в модели №4 будет выращиваться сразу 2 слоя. Это сократит время прототипирования, но в случае с печатью небольших объектов может вызвать перегрев последнего в цепи.
Single outline corkscrew printing mode (vase mode) позволяет печатать изделия в одну стенку в так называемом режиме «вазы». В этом случае на этапе слайсинга программа запросит разрешение изменить некоторые несоответствующие режиму параметры (большее количество периметров, необходимость внутренней заливки модели и т.д.). Если нажать при этом кнопку Yes, Simplify3D заменит параметры самостоятельно.
В группе настраиваемых параметров First Layer Setting задаются основные характеристики первого слоя. К ним относятся First Layer Height, First Layer Width и First Layer Speed – соответственно процент высоты, ширины и скорости выращивания по отношению к аналогичным параметрам остальных слоев.
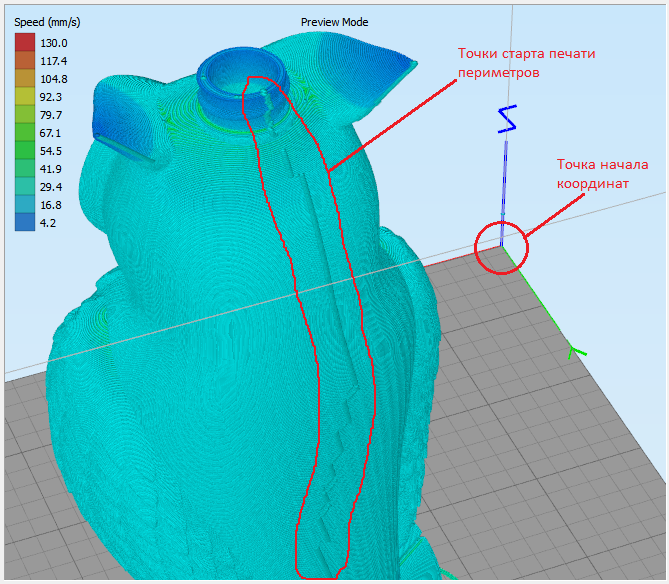
С помощью группы настроек Start Points можно выбрать или отредактировать расположение стартовой точки печати. Это отличный способ скрыть боковой шов, раскидав точки в случайном порядке. Параметры задаются галками:
- Use random start points for all perimeters – случайный выбор мест;
- Optimize start points for fastest printing speed – расстановка с учетом минимизации холостого хода экструдера, также позволяющая сократить время прототипирования;
- Choose start point closest to specific location – привязка точек к определенным местам в плоскости XY.
Например, для печати фигурки совы все стартовые точки должны находится в задней ее части. Для этого следует выбрать опцию Choose start point closest to specific location и задать значения координат по XY – 120 и 300 мм соответственно:
Additions
С помощью дополнительных настроек в этой вкладке создается контурный слой, еще называемый skirt или юбкой, брим, термокамера для дополнительной защиты изделия, рафт и башня, предназначенная для прочистки сопла.
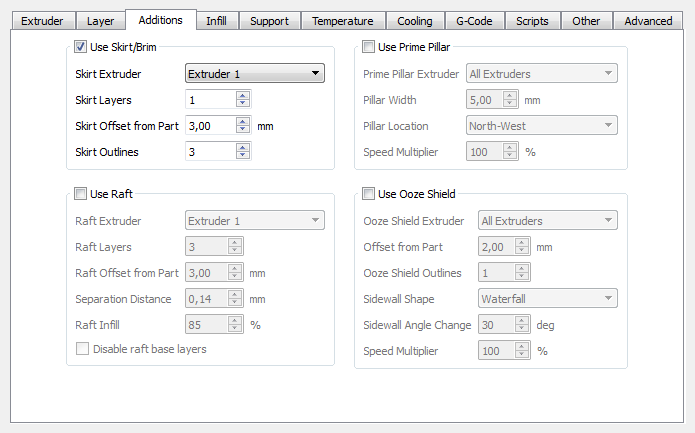
Если поставить галку в поле Use Skirt/Brim, вокруг модели будет выращиваться юбка или брим в соответствии с заданными параметрами:
- Skirt Extruder – выбор печатной головки для печати поддержки;
- Skirt Layers – число слоев;
- Skirt Offset from Part – дистанция между юбкой и объектом;
- Skirt Outlines – ширина структуры в линиях.
Параметры использования состоящего из основания и верхней примыкающей части рафта регулируются при активации опции Use Raft. Первым этапом печати будет создание промежуточной «подушки» между платформой и моделью. Это отличное решение для ABS пластика, нейлона и других филаментов с высокими показателями усадки.
Параметры:
- Raft Extruder – выбор печатной головки;
- Raft Raft Infil – число слоев;
- Raft Offset from Part – размер выступа за пределы объекта;
- Separation Distance – расстояние между последним слоем рафта и первым слоем основания модели;
- Raft Infil – плотность заливки рафта в верхней части.
«Подушку» можно напечатать и без основания, то есть, она будет состоять только из одной верхней части. Для этого следует поставить галку активации опции Disable raft base layеrs.
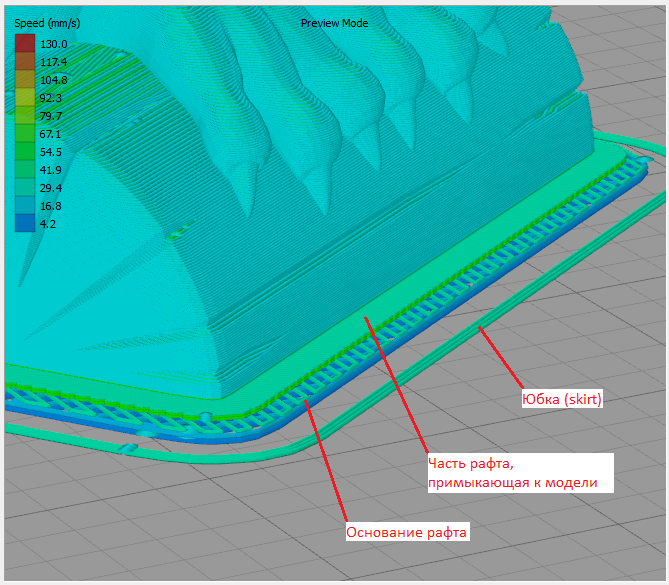
На изображении ниже вы можете увидеть юбку и элементы рафта:
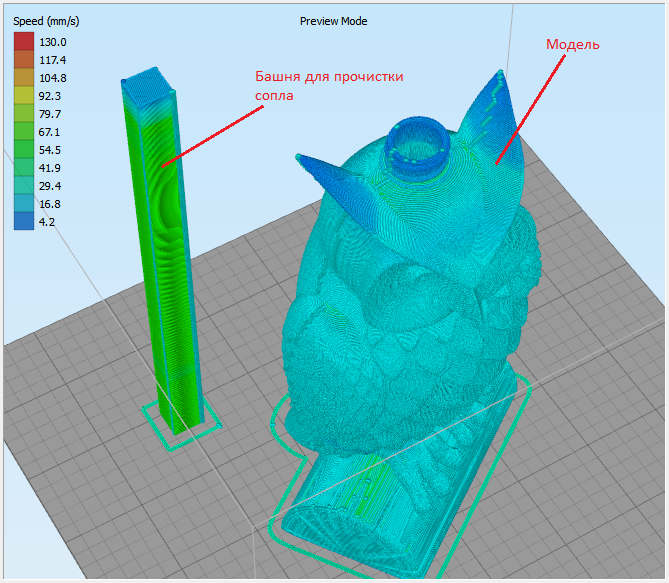
Use Prime Pillar – это группа настроек, применяемых для печати очищающей сопло башни. При включении соответствующей галки башня будет печататься автоматически рядом с основным изделием. С ее помощью можно удалить остатки пластика, что очень удобно при использовании нити разных цветов или просто в рамках подготовки экструдера к работе.
Настройки:
- Prime Pillar Extruder – выбор печатной головки;
- Pillar Width – ширина;
- Pillar Location – расположение;
- Speed Multiplier – соотношение скорости печати очистной конструкции и основного объекта.
Ниже приведен пример g-кода, учитывающего прототипирование башни:
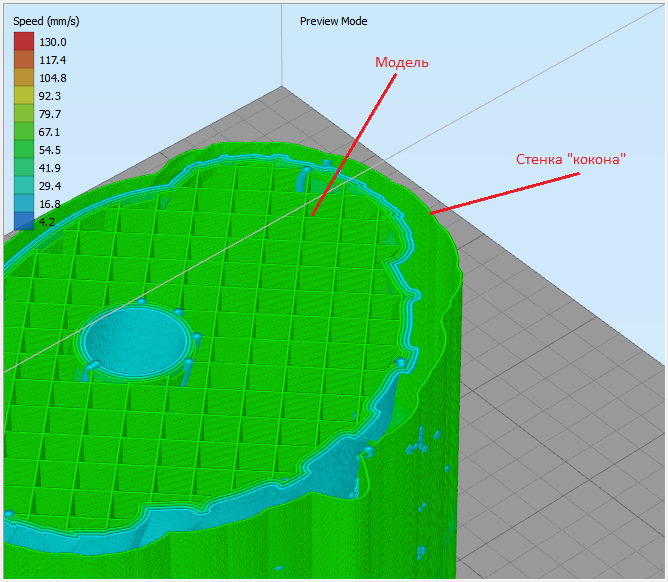
Печать термокамеры, или кокона, регулируется группой настроек Use Ooze shield. Эта функция предотвращает отлипание модели из ABS от рабочего стола, а также ее растрескивание. К слову, такая конструкция очень полезна при использовании принтеров с 2-мя экструдерами. С ее помощью можно очистить потеки пластика на простаивающей голове.
Для его создания необходимо задать следующие параметры:
- Ooze Shield Extruder – выбор печатной головки или головок;
- Offset from Part – расстояние между коконом и модель.;
- Ooze Shield Outlines – ширина структуры в линиях;
- Sidewall Shape – выбор форм «Vertical», «Waterfall» или «Contoured (соответствие будет выстраиваться вертикальная, напоминающая водопад или повторяющая контуры основного изделия камера);
- Sidewall Angle Change – угол наклона вертикальных опор;
- Speed Multiplier – соотношение скорости построения термокамеры и модели.
Выглядит кокон примерно так:
Infill
Параметры внутреннего заполнения самого объекта, его дня и верхней крышки настраиваются именно в этой вкладке.
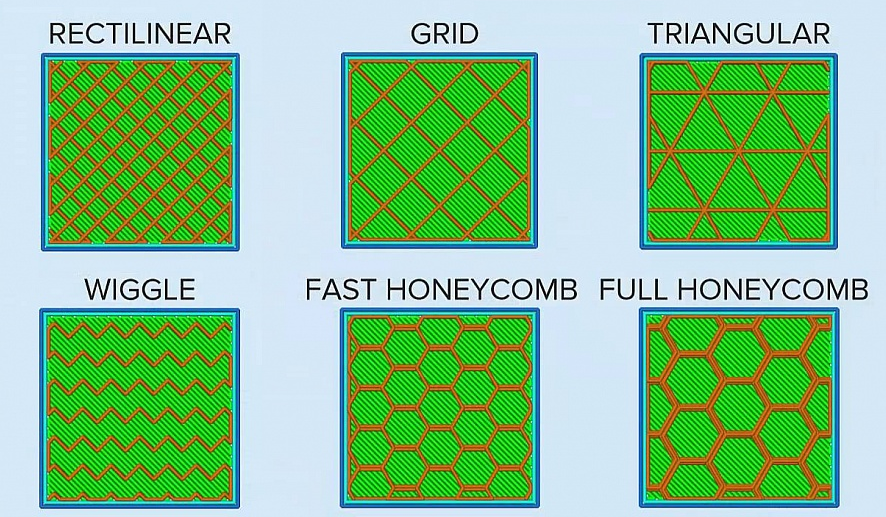
Общая группа параметров General предлагает выбрать экструдер (Infill Extruder) и тип заполнения (Internal Fill Pattern):
- Rectilinear – линейное, наиболее популярное;
- Grid – решетчатое;
- Triangular – треугольниками;
- Wiggle – волнами;
- Fast Honeycomb – быстрыми сотами;
- Full Honeycomb – полными сотами.
Заливка дна и верхней крышки объекта может осуществляться двумя способами (линейным Rectilinear и концентрическими окружностями Concentric) при выборе опции External Fill Pattern. Процент внутренней заливки вносится в поле Interior Fill Percentage, модель будет тем прочнее, чем выше этот показатель.
Outline Overlap регулирует параметры захода заполнения на боковые стенки модели. Как показывает практика, 15% вполне достаточно для придания изделию большей плотности и оптимизированного расхода пластиковой нити.
Infill Extrusion Width и Minimum Infill Length соответственно – это ширина экструзии и минимальная длина печати заполнения. Его можно печатать также не сплошным фрагментом, а через N-ое количество слоев благодаря опции Print Sparse Infill Every ___ layers. Предусмотрена также возможность печати сплошного заполняющего слоя с определенной периодичностью. Для этого нужно активировать галкой опцию Include solid diagram every ___ layers и указать, какой по счету слой будет сплошным заполняющим. Например, 10 – в этом случае 9 слоев будут повторять контуры модели, а каждый 10-й – формировать сплошной горизонтальный фрагмент. Таким образом вы придадите объекту большую прочность при минимальном расходе пластика.
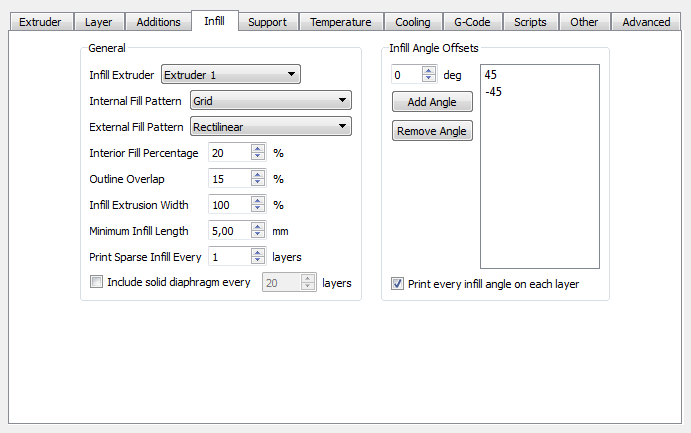
Угол заполнения регулируется группой настроек Infill Angle Offsets и следующими параметрами:
- Add Angle / Remove Angle – добавление / удаление угла;
- Print every infill angle on each layer – поставив галку в этом поле, можно печатать каждый угол внутреннего заполнения.
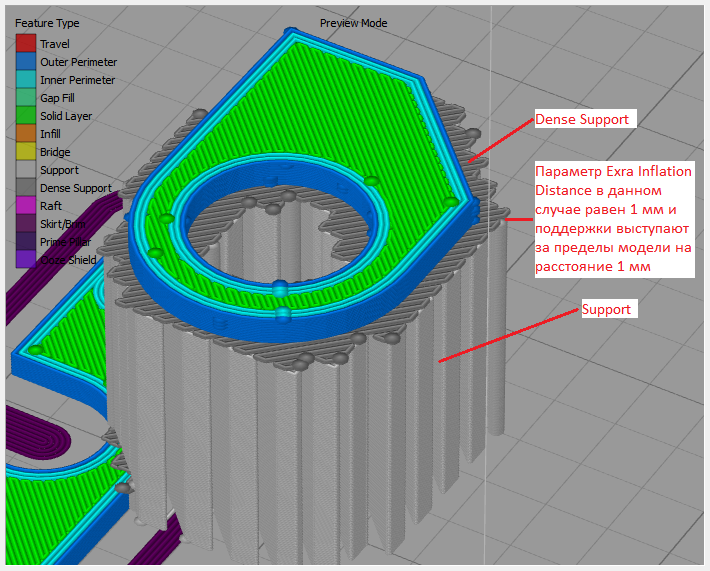
Support
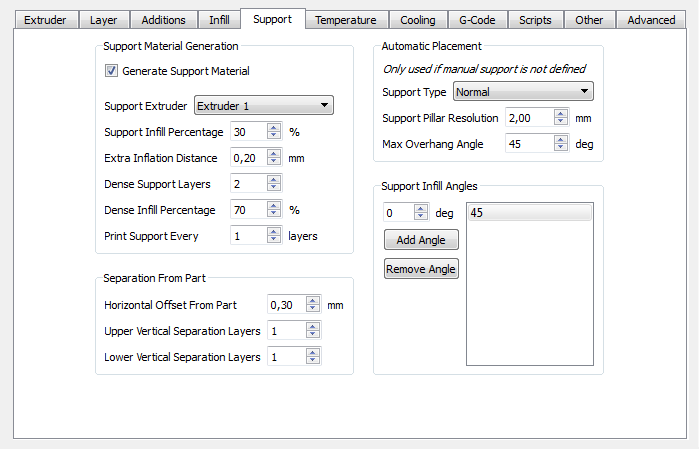
Настраиваемые параметры в группе Support Material Generation позволяют генерировать печать защитных структур вокруг нависающих фрагментов модели. Активировать ее можно, поставив соответствующую галку.
Что это даст:
- Support Extruder – выбор экструдера для печати вспомогательной структуры;
- Support Infill Percentage – плотность поддержки;
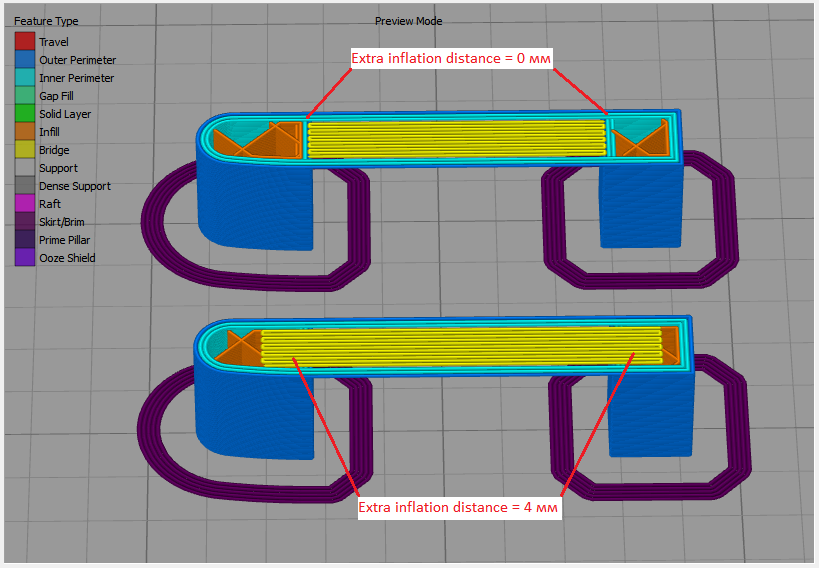
- Extra Inflation Distance – расстояние, на которое структура выходит за пределы модели;
- Dense Support Layer – количество слоев;
- Dense Infill Percentage – плотность слоев;
- Print Support Every ___ layers – параметр, задающий печать опорных элементов через определенное количество слоев.
Расстояние между моделью и опорной структурой регулируется набором функций Print Support Every ___ layers:
- Horizontal Offset From Part – расстояние от стенок основного изделия к периметру поддержки;
- Upper Vertical Separation Layers и Lover Vertical Separation Layers – число слоев между моделью и поддержкой в вертикальной плоскости.
Automatic Placement – это группа настроек, которая автоматически определит слабые места объекта и сформирует алгоритм печати поддержки. Выбрать можно тип структуры – только от стола (From Build Platform Only) или и от стола, и от нависающих элементов (Normal). Минимальный размер, или разрешение, столбика вносится в поле Support Pillar Resolution, а максимальный угол свеса – Max Overhang Angle.
Инструменты группы Support Infill Angles позволяют корректировать построение поддержки вокруг углов. Так, с помощью команд Add Angle и Remove Angle можно добавить и удалить угол печати опоры.
Temperature
В открывающемся в данной вкладке поле Temperature Controller List отображены все доступные элементы, температура которых может регулироваться для достижения оптимального результата печати. В основном к ним относятся экструдеры и сопла, реже – рабочие платформы. Значения указываются для первого и всех последующих слоев. Список элементов корректируется с помощью кнопок Add Temperature Controller и Remove Temperature Controller (добавить / убрать).
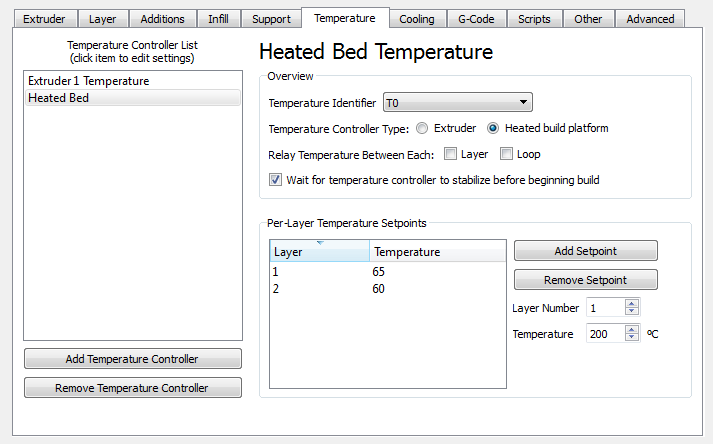
В общей группе Overview представлены следующие параметры:
- Temperature Identifier – система идентификации температуры;
- Temperature Controller Type – возможность выбора датчика (Extruder – для печатающей головки, Heated build platform – для рабочего стола);
- Relay Temperature Between Each – контроль температурных показателей после каждого слоя или печатного цикла (соответственно необходимо выбрать галки Layer и Loop);
- Wait for temperature controller to stabilize before beginning build – печать запускается только после того, как будут достигнуты заданные температурные параметры.
В поле PerLayer Temperature Setpoint необходимо ввести температуру нагревателя при печати первого (она обычно больше для улучшения адгезии) и всех последующих слоев. Значения добавляются / удаляются с помощью кнопок PerLayer Temperature Setpoint и Remove Setpoit.
Cooling
Для охлаждения модели используется вентилятор или снижение скорости печати, параметры которых регулируются группами настроек Overview и Speed Overrides.
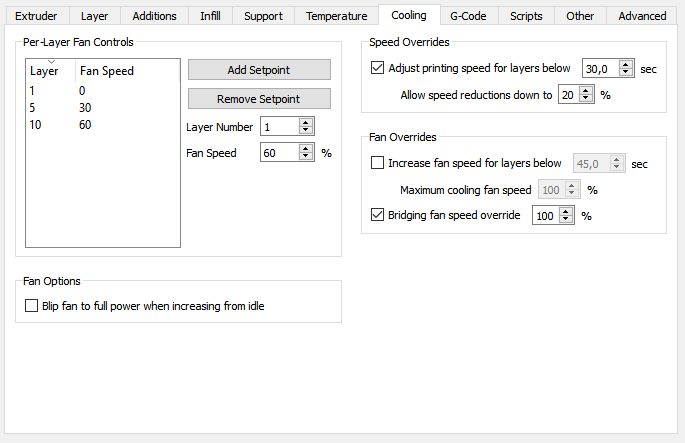
В первой доступны такие опции, как Per-Layer Fan Controls для выбора номера слоя, в начале печати которого вентилятор переключается на другую скорость, Add Setpoint и Remove Setpoit для добавления и удаления информации о слое и скорости обдува.
Во второй предусмотрены 2 опции – Adjust Printing speed for layers down снижает скорость прототипирования в случае, если время печати одного слоя меньше выбранного значения, Allow speed reduction down to уменшает все скорости до заданного значения в случае, если фактическая скорость печати слоя меньше, чем в настройках выше.
Существует также настраиваемый блок функций Fan Overrides, регулирующий скорость работы самого вентилятора. Опция Increase fan speed for layers bellow разрешает увеличивать скорость, Maximum colling fan speed выводит ее на максимально допустимое значение, а Bridging fan speed override используется при печати мостов.
Если в настройке Fan Options и активировать функцию Blip fan to full power when increasing from idle, вентилятор будет включаться на полную мощность даже в период простоя.
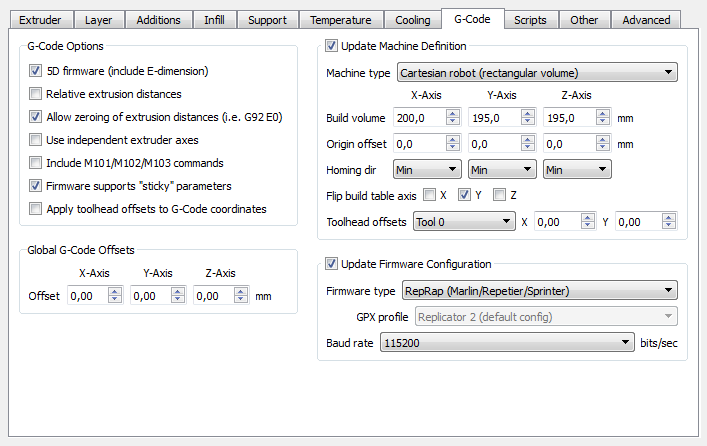
G-Code
В этой закладке находятся все инструменты допечатной подготовки файла, или формирования его g-кода. Вы можете установить смещения, выбрать тип принтера, отредактировать область построения. В большинстве случаев настройки в этом разделе можно не менять.
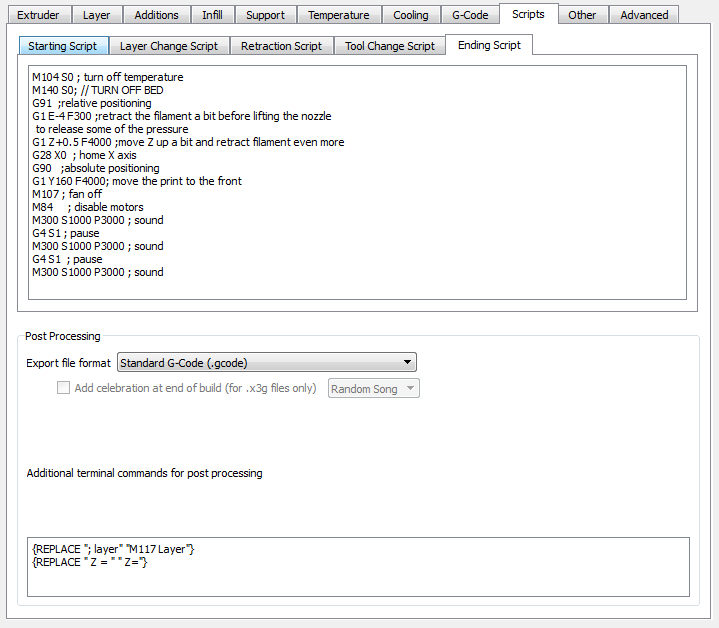
Scripts
Если вы опытны в области 3D технологий и пользуетесь индивидуальными ручными настройками, в этой вкладке вас ждет возможность прописывать собственные скрипты (наборы команд), которые принтер выполнит в процессе печати.
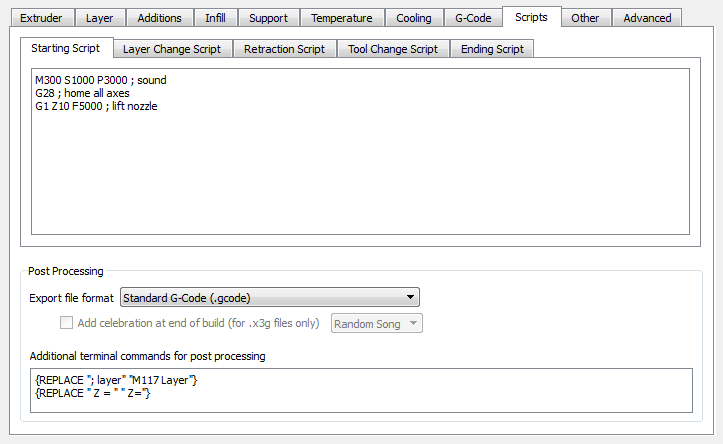
Они разделены на несколько типов по времени или этапу выполнения и помещены в соответствующих подзакладках:
- Starting Script – перед стартом печати;
- Layer Change Script – с переходом на новый слой;
- Retraction Script – в момент ретракции;
- Tool Change Script – при замене печатной головки;
- Ending Script – перед или в момент окончания.
В этом же разделе представлен функциональный пул Post Processing. Вы можете задать тип файла для подготовки к печати (Export file format), управлять параметрами проигрывания мелодий (Add celebration at end of build (for .x3g files only) – только для устройств, поддерживающих .x3g) и задавать собственные команды постпроцессинга (в поле Additional terminal commands for post processing).
Other
Функционал данной вкладки обширен и разнообразен – в ней собраны группы управления, корректирующие параметры скорости печати и компенсации, данные о типе используемого пластика и некоторые специфические настройки.
Speeds – в эту группу вошел полный комплекс команд для регулировки скорости печати:
- Default Printing Speed – предустановленное по умолчанию значение;
- Outline Underspeed – скорость выращивания внешнего периметра (в % от Default Printing Speed);
- Solid Infill Underspeed – заполнение верха и низа (в % от Default Printing Speed);
- Support Structure Underspeed – печать опорных структур (в % от Default Printing Speed);
- X/Y Axis Movement Speed – холостое перемещение сопла в системе координат XY;
- Z Axis Movement Speed – перемещение экструдера или стола по вертикали.
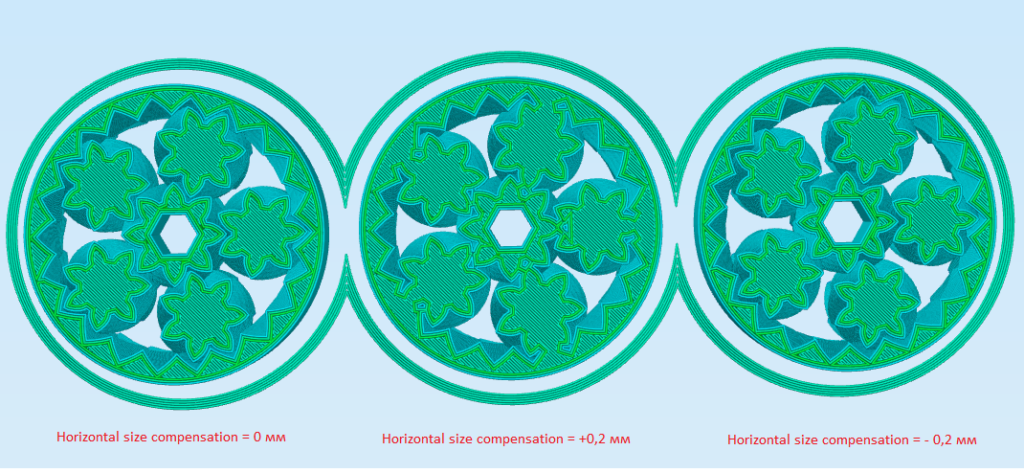
Группа Dimensions Adjustments предназначена для компенсации размеров изделия при использовании материалов, для которых характерна существенная усадка. Для ее активации достаточно использовать настройку Horizontal Size Compensation.
В группе параметров Fillament Properties указывается вся информация об используемом пластике – диаметр (Fillament Diameter), стоимость (Fillament price) для расчета затрат на печать каждого объекта и плотность (Fillament density) для расчета его веса.
Печать мостов регулируется группой настроек Bridging. Процесс можно описать примерно следующим образом – из пластиковой нити печатается прямо в воздухе фрагмент, с помощью которого в итоге будут соединены 2 разных объекта. Для этого необходимо задать:
- Unsupported area threshold – площадь моста без учета поддердек;
- Extra inflation distance – расстояние, на которое нити будут заходить на основные объекты;
- Bridging extrusion multiplier – процентное соотношение экструзии при печати моста от общего показателя;
- Bridging extrusion multiplier – процент скорости печати от установленной по умолчанию.
Advanced
В этой закладке собраны все расширенные настройки, которыми пользуются преимущественно профессионалы.
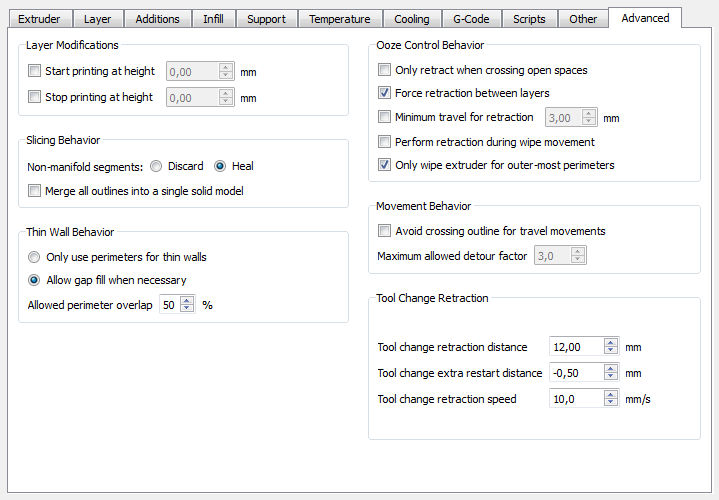
Layer modifications – данная группа позволяет обозначить высоту начала и окончания печатного процесса. Следует быть аккуратным при использовании галки Start printing at height. В поле рядом необходимо ввести данные о высоте, с которой и начнется печать, однако этот параметр может применяться только при одновременном выполнении нескольких процессов, если выполняется только одни, опцию следует отключить. При включении галки Stop printing at height (также только в многозадачном режиме) задается показатель, при достижении которого печать автоматически прекращается.
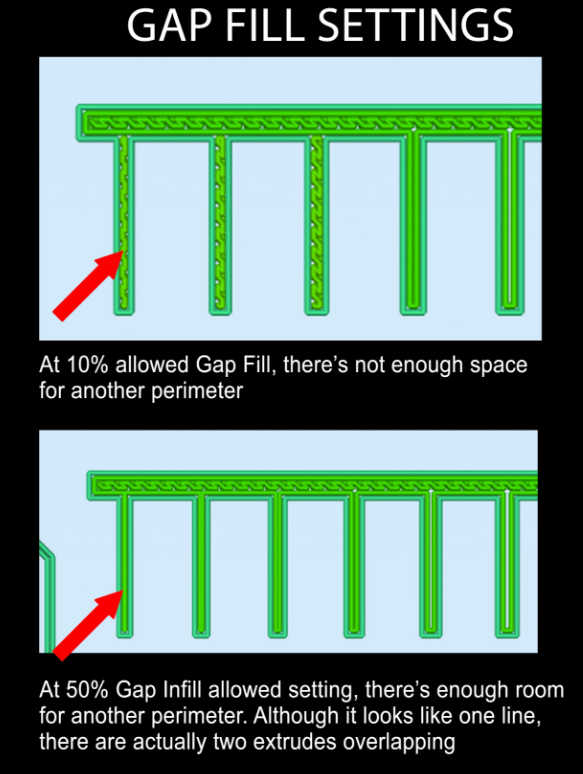
В разделе Slicing Behavior собраны все настройки для формирования g-кода для печати объектов, которые выдают ошибки. Поставив галку напротив Only use perimeters for thin walls, вы сообщите слайсеру о необходимости печатать тонкие стенки только при помощи периметров. Выбрав опцию Allow gap fill when necessary, разрешите программе заполнять промежутки. Параметр Allowed perimeter overlap определяет допустимое значение перекрытия периметрами при печати с заполнением (в %).
Дополнительные настройки ретракции помещены в группу Ooze Control Behavior, которая в зависимости от выбранного параметра будет осуществляться в определенный момент цикла:
- Ooze Control Behavior – в свободном пространстве между одновременно печатаемыми моделями;
- Forge retraction between layers – при переходе на новый слой;
- Minimum travel for retraction – в зависимости от минимального расстояния на этапе холостого хода экструдера;
- Perform retraction during wipe movement – при разглаживании места ретракции соплом;
- Only wipe extruder for outer-most perimeters – при разглаживании места ретракции соплом только на внешнем периметре (по аналогии с опцией Wipe nozzle во вкладке Extruder).
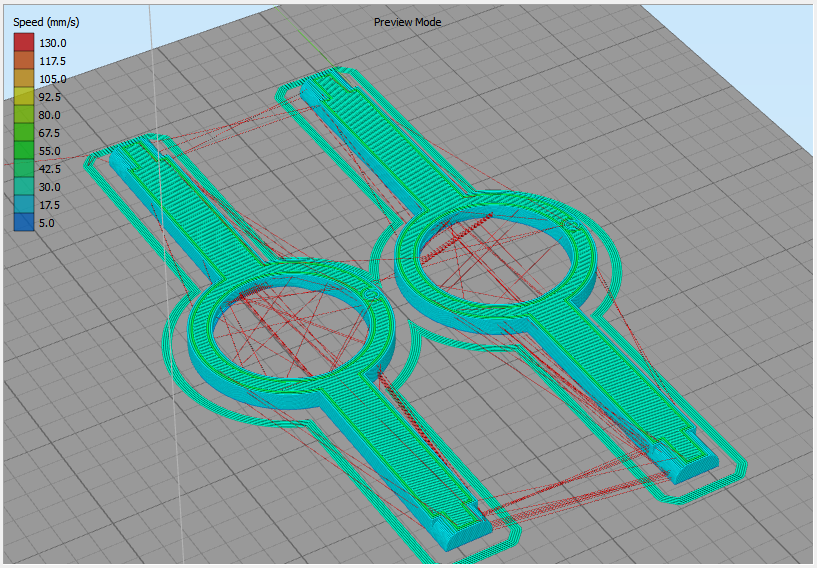
Оптимизация холостого хода сопла или сопел настраивается в группе Movement Behavior. Отключить режим сокращения пересечений сопла и внешнего периметра печатаемого изделия можно с помощью опции Avoid crossing outline for travel movements. Maximum allowed detour factor задает количество допустимых отклонений от прямого пути.
Примеры изменения холостого хода наглядно продемонстрированы на изображениях ниже – на первом функция Avoid crossing outline for travel movements неактивна, на втором – активна:
Для принтеров с двумя экструдерами и в случае замены печатной головки параметры ретракции регулируются группой настроек Tool Chance Retraction. Длина задается при заполнении поля Tool chance retraction distance, количество пластика – Tool change extra restart distance, скорость – Tool change retraction speed.





Оставить комментаий
Ваш email не будет опубликован. Все поля обязательны для заполнения