
Зачем нужен обдув модели при 3Д печати на 3Д принтере
Качество модели при 3Д печати зависит от большого числа параметров. В технологии FDM одним из таких параметров является охлаждение филамента, что достигается посредством обдува.
FDM-печать подразумевает разогрев пластика до температуры, при которой он становится пластичным и может выдавливаться через сопло, формируя тем самым слои. Температура пластика должна быть такой, чтобы он не только выдавливался из сопла, но и надежно, прочно соединялся с предыдущим слоем. При этом необходимо избежать расстекания. К тому же если предыдущий слой не успел застыть, модель может терять форму, а нарушение геометрии снижает качество модели. Особенно температурная деформация заметна на тонкостенных моделях и изделиях с миниатюрными деталями. На это оказывают влияние следующие факторы:
- быстрый разогрев тонких и миниатюрных деталей;
- воздействие жара, исходящего от разогретого сопла.
Чтобы уже готовые слои не разогревались до текучего состояния и быстро охлаждались 3Д принтеры оснащаются обдувом.
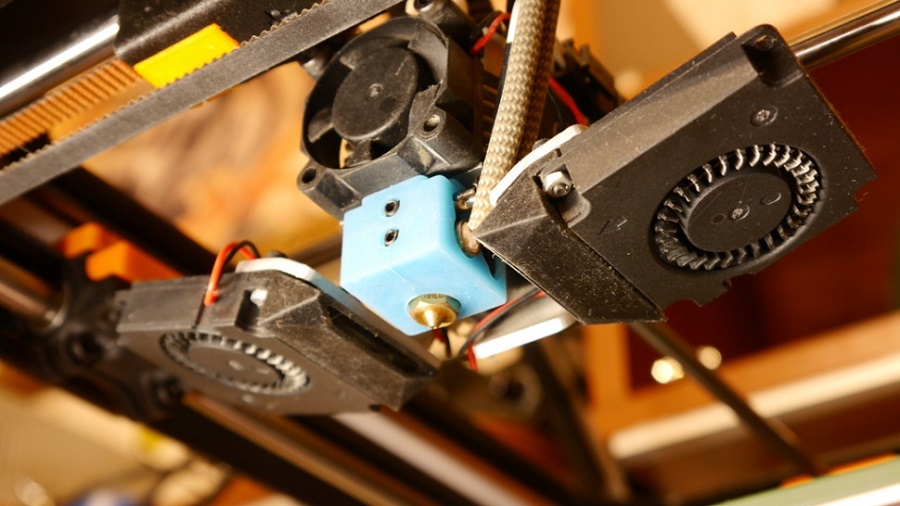
Охлаждающий модуль
Система охлаждения состоит из нескольких частей. Это вентилятор и воздуховод. Создать оптимальные условия также позволяет закрытая камера, которая ко всему прочему запирает неприятные запахи и позволяет снизить вредные выбросы за счет фильтрации воздуха.
Интенсивность обдува моделей, как правило, устанавливается в слайсере по умолчанию. Однако в зависимости от типа пластика, а также особенностей модели, рекомендуется регулировать параметры обдува. За счет этого можно существенно повысить качество готовых отпечатков.
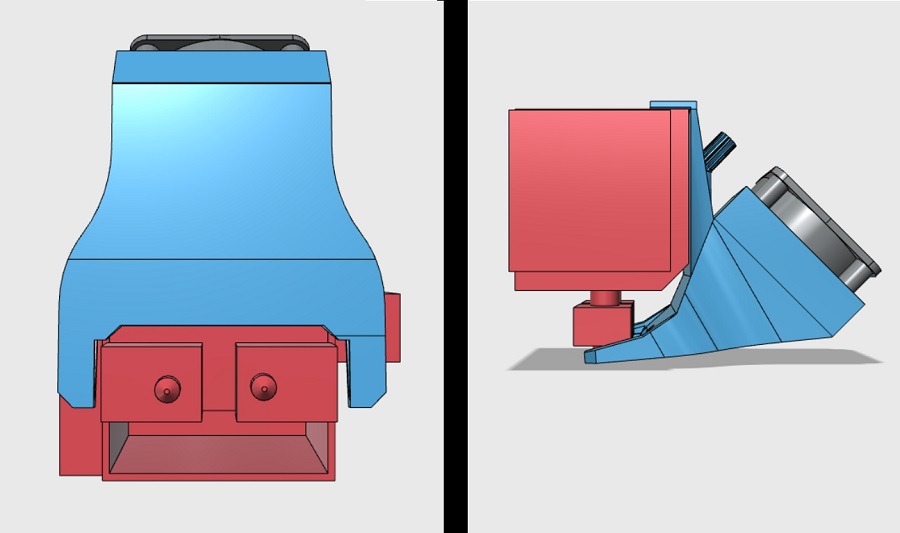
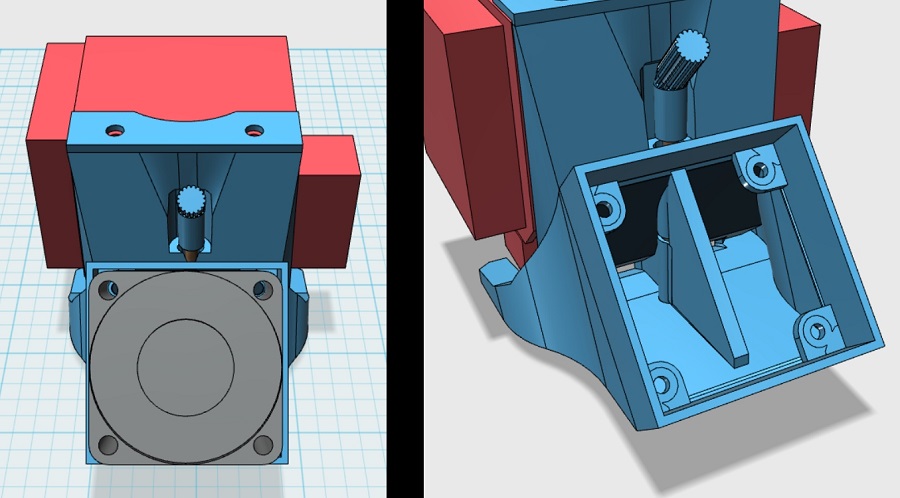
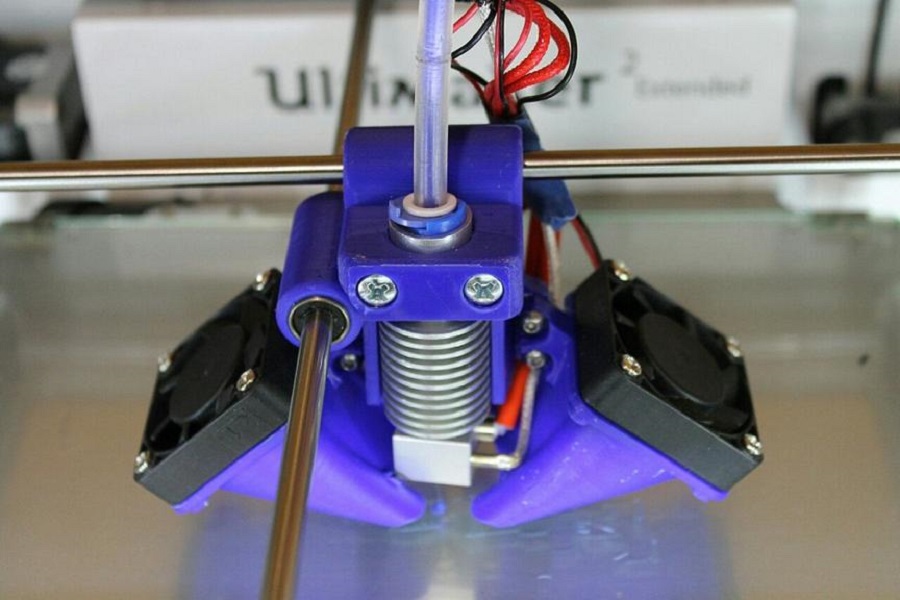
Иногда штатное оборудование не позволяет добиваться максимального качества. В таких случаях пользователи могут модернизировать 3Д принтер, устанавливая вентиляторы высокой мощности и воздуховоды усовершенствованной конструкции. Более дорогие модели 3Д принтеров имеют более совершенные системы обдува, оснащенные не одним, а несколькими эффективными вентиляторами.
Также индивидуально подбираются настройки обдува. Важно понимать, что универсальных показателей не может быть и каждый опытный пользователь подбирает их самостоятельно.
Настройка обдува: основные факторы
Существует ряд факторов, которые следует принимать во внимание для корректной настройки охлаждения моделей:
- Вид филамента – это первый важный параметр. Например, пластики ABS и PETG отличаются высокой температурой плавления, поэтому интенсивность обдува для них может быть снижена. В ряде случае можно обойтись и без нее, в частности при печати крупных деталей. PLA отличается более низкой температурой плавления, а поэтому требует более интенсивного обдува, особенно при печати тонкостенных и миниатюрных моделей. В таком случае обдув должен быть 100%. Если вы печатаете несколько моделей одновременно, то интенсивность обдува может быть снижена до 60-70%.
- Размер модели – это второй показатель, который нужно учитывать. При печати крупных моделей пластик будет успевать остывать до наложения следующего слоя. А если вы печатаете модель малой площади, то может потребоваться обдув, так как формирование слоев будет происходить быстрее, и они не будут успевать остывать, а, следовательно, будут снова разогреваться до температуры тягучести и геометрия модели может нарушаться.
- Форма модели – данный параметр характеризует толщину стенок и наличие поддержек, плотность заполнения. Если модель мелкая, с тонкими стенками, наличием ажурных элементов, то ее нужно печатать при обязательном включении вентилятора. Если заполнение модели менее 30%, то также необходимо включать обдув. Чем выше будет показатель заполнения, то тем меньше необходимость в обдуве.
СОВЕТ: Рекомендуем вести статистику настроек и результатов 3Д печати, чтобы опытным путем выверять оптимальные настройки для максимально качественного результата. Методом проб и ошибок любой пользователь сможет подобрать оптимальные параметры для своего принтера, видов пластика и конкретной модели, чтобы получать максимально качественный результат.
[/vc_column_text]
Пластиковые нити для 3D-печати












Оставить комментаий
Ваш email не будет опубликован. Все поля обязательны для заполнения