
Ключевые особенности
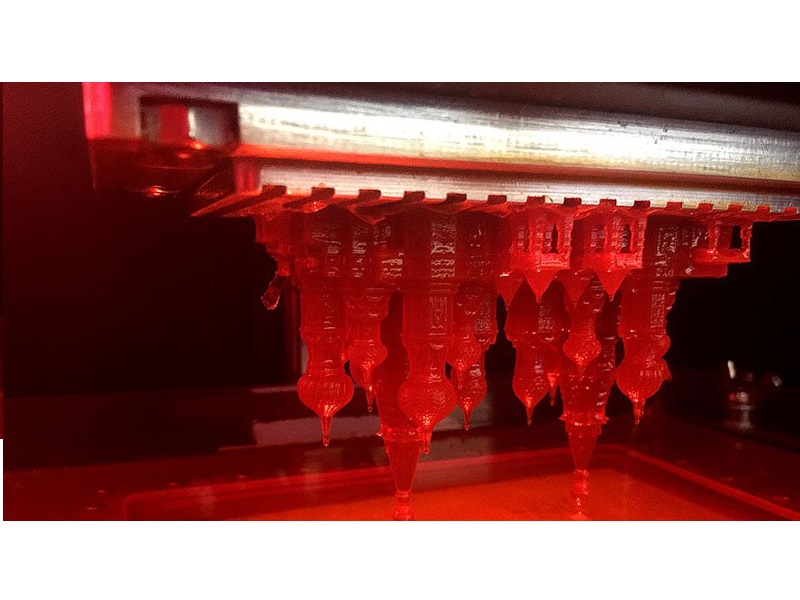
Фотополимерная смола для 3D-печати Оранж Флуор Стандарт российского производства (RussianDLP и StarLight3D), предназначена для 3D-принтеров, обладающих мощными ламповыми широкополосными источниками световых лучей. Продукт фасуется в светозащищенную упаковку (бутыль) по 1 кг. Бутыль закрыта одноразовой крышкой и опломбирована.
Безопасность
- Фотополимер является продуктом для профессионального применения;
- Может являться раздражителем и может вызвать аллергическую реакцию кожи и слизистой;
- Работать с фотополимером только со средствами защиты органов дыхания, глаз и кожи;
- При попадании на кожу промыть спиртом или спиртосодержащими растворами и обратиться к врачу;
- При попадании в глаза или на слизистую, многократно промыть водой (если возможно, то используйте мыло) и обратиться к врачу;
- Не глотать, не употреблять внутрь, не вдыхать.
Рекомендации по использованию
За 30-40 минут до использования упаковку фотополимера активно взбалтывать 5-10 минут. Дать выйти пузырькам воздуха. После длительного хранения рекомендуется немного подогреть полимер в плотно закрытой упаковке на водной бане до 35-40 градусов Цельсия перед взбалтыванием.Печать:
- Полимер имеет диапазон полимеризации от 7,5 сек и выше на слой 25 микрон;
- Рекомендованное время полимеризации на наших машинах — 12-22 секунды на слой. Для массивных сплошных объектов — 12-16 секунд, для тонких элементов 16-22 сек;
- Полимер имеет контролируемую временем проницаемость и на 120 сек полимеризуется вглубь на 0,2-0,4 мм;
- Увеличение слоя требует увеличения времени засветки, при уменьшение же слоя печати 15-20 мкм рекомендовано сохранять значения для 25 мкм;
- Полимер имеет отличную адгезию к алюминию в связи с чем, не требует печати более одного слоя рафта. Это позволяет экономить материал и легко удалять рафт. Съем изделия с печатного субстрата можно осуществлять не снимая сам печатный субстрат — достаточно засунуть в канавки печатного субстрата тонкую отвертку и изделие отделится от субстрата.
Промывка:
- После печати, дать стечь с изделия остаткам полимера. Снять изделие;
- Рекомендовано промыть изделие в спирте, чтобы удалить излишки полимера;
- После предварительной промывки, изделие положить в ультразвуковую ванну наполненную спиртом на 7-10 минут. Рекомендовано в середине цикла ультразвуковой чистки перевернуть изделие (ванну выключать в этот момент, чтобы не навредить здоровью);
- После промывки в ультразвуковой ванне, изделие продуть феном с теплым воздухом, чтобы сбить спирт;
- Возможно промывать изделие зубной щеткой в воде с моющим средством. После промывки в воде, обязательно положить изделие на 5 минут в спирт;
- После спиртовой промывки, изделие можем разбухать и менять цвет — после сушки, когда спирт испариться, форма изделия вернется к оригиналу.
Сушка (постполимеризация):
- Не пропускать постполимеризацию! Это один из ключевых факторов качественного выжига.
- Промытое и высушенное феном изделие, положить в УФ камеру принтера на 1-2 часа;
- После УФ-сушки, изделие обязательно запаковать в герметичный контейнер или зип-пакет. Очень хорошо, если с изделиями положить силикагель. Изделия впитывают влагу из атмосферы и несколько часов на воздухе приводят к ухудшению выжигаемости.
Литье:
Не пренебрегайте рекомендацией переворачивать опоку. Полимер — не воск и ведет он себя не так, как привычные ювелирные воски. Для полноценного выгорания полимера, необходимо, чтобы выходу пламени из опоки ничего не мешало. Чем свободнее будет протекать выжиг, тем меньше золы останется.
Вариант №1:
- Заливаем опоку с изделием. Тестировалось с формомассами: Satin Cast 20 и R&R Plasticast;
- Ставим опоку дыркой вниз и поднимаемся до температурной полки равной 260-280 градусов цельсия — это режим выплавки. При этой температуре молекулярные связи в полимере разрушаются, сам полимер частично расплавляется и вытекает из опоки. Рекомендовано держать температурную полку до 3-4-х часов (чем дольше — тем лучше);
- Переворачиваем опоку дыркой вверх и начинаем цикл выжига остатков полимера. Для этого поднимаем температурную полку до максимума формомассы, но не менее 750 градусов и держим в таком режиме еще 2-5 часов. Если опоку не перевернуть, то процесс догорания полимера не пройдет полностью и в опоке возможно образование сажи;
- Опускаемся до температуры литья.
Вариант №2:
- Заливаем опоку с изделием в высокотемпературную формомассу;
- Выдерживаем опоку на температуре 150 градусов для подсушивания;
- Ставим опоку дыркой вниз и резко (с шагом 10-15 градусов в минуту) поднимаем температуру до 950 градусов Цельсия;
- Переворачиваем опоку дыркой вверх и начинаем цикл выжига остатков полимера. Держим на полке 950 градусов Цельсия еще 20-40 минут;
- Опускаемся до температуры литья.
Обнаруженные особенности
Мы сами и ряд клиентов, отметили, что полимеризация фотополимера Оранж Флуор Стандарт проходит в незначительный плюс в размерах. Ведутся исследования причин подобного поведения полимера;
Ряд клиентов отмечает, что качества выжига полимера зависит от размера литников. Нами не проверено на практике, но есть мнение у нескольких клиентов, что при установке изделия на более толстый литник, зольность сильно уменьшается.


















Отзывы
Отзывов пока нет.