
Зачем сушить пластик для 3Д печати
Пластиковая нить для 3Д принтера – это весьма чувствительная вещь. Она может быть испорчена банальной влагой. В данном материале мы вам поведаем о том, как можно реанимировать катушки с пластиками типа ABS, PLA, NYLON. Сушим нить для 3D печати правильно!
Сушим нить для 3D печати правильно!
Важно понимать, что любые нити для 3Д печати отличаются гигроскопичностью. Какие-то в большей степени, какие-то в меньшей. Все пластики представляют собой полимеры, состоящие из молекулярных цепей. Именно эти цепи разрушаются под действием молекул воды. В результате пластик портится, а в ходе печати могут возникать различные проблемы, которые будут оказывать влияние на результат.
И, тем не менее, проблема может быть решена. Для того чтобы избежать этих неприятных последствий, необходимо организовать правильное хранение пластиков. Мы же вам расскажем о том, как вы можете определить, что нить влажная, как высушить и сохранить впоследствии в надлежащем состоянии.
Как определить влажную нить?
Разные типы пластиков поглощают влагу с разной скоростью. Но есть некоторые признаки, которые могут выдать мокрую нить:
- треск во время экструзии;
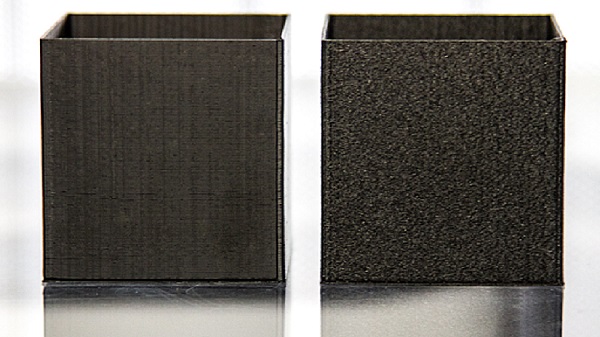
- плохая адгезия слоев;
- снижение прочности причем, сильное;
- неравномерность линий экструзии;
- строгая нарезка, нехарактерная для печати, модели и материала;
- просачивание;
- колкость;
- слишком текстурированные или наоборот нечеткие поверхности.

Если вы обнаружили любой из вышеназванных признаков, то нить нуждается в просушке. Самыми гигроскопичными 3Д печатными пластиками являются PETG, PVA, а также гибкие типы нитей. Стоит им провести всего лишь ночь в негерметичной упаковке, и они тут же напитываются.
Далее рассмотрим варианты просушки.
Первый метод: духовка
Этот метод является самым простым и поэтому наиболее распространенным. Для просушки пластика нужно установить температуру немного ниже показателя стеклования материала и оставить его внутри на 4-6 часов. При этом, чем больше времени материал проведет в духовке, тем более сухим он станет. Для разных материалов температура различается. Для PLA следует выбрать 40-45 градусов, для ABS – около 80 градусов, как и для NYLON.

Есть одно важное замечание. Нужно сначала разогреть духовку, а лишь потом помещать в нее пластик. Дело в том, что все духовки при наборе температуры сначала слегка превышают показатель жара. Поэтому есть вероятность того, что при раннем помещении катушки в духовку вы можете повредить катушку и пластик. В процессе сушки тоже нужно следить, чтобы температура поддерживалась на стабильном уровне, не повышаясь.
Метод 2: пищевой дегидратор
Речь идет о простой бытовой сушке, которая может использоваться не только для фруктов, но и просушивания 3Д пластиков. Такие устройства поддерживают более низкие уровни температур в сравнении с духовками и поэтому прекрасно справляются с задачей сушки пластика. Уровень температур аналогичен: для PLA следует выбрать 40-45 градусов, для ABS – около 80 градусов, как и для NYLON. Если же 80 недоступная температура, то следует выбрать максимальный возможный показатель.

Важным преимуществом сушки является ее доступная цена.
Хранение пластиков
Важно сохранить нить в высушенном состоянии. Для этого нужно обеспечить правильное хранение. Оптимальный вариант – использование герметичной упаковки. Подойдет воздухонепроницаемая коробка с силикагелем.
Есть и некоторые коммерческие предложения, которые специализируются на сохранности пластиков и их просушке. Например, cушилка для пластика ESUN eBOX; это профессиональный бокс для хранения и просушки филаментов. Этот бокс снимет с вас заботы о сохранности, вопросы создания температурных режимов, показателях влажности и т.д. Но нужно будет потратиться.
Таким образом, у каждого есть выбор и все зависит лишь от ваших личных возможностей. Важно понимать, что обеспечение надлежащего хранения не может высушить пластик, а лишь сохранить.[/vc_column_text][/vc_column][/vc_row]











Вопрос вполне резонный. В конце концов, это же пластик, а пластик воду не впитывает. Да, это пластик, но большинство термопластиков, которые используются для 3D-печати, гигроскопичны, то есть впитывают воду из воздуха, если их не защищать. Иными словами, если просто оставить пластик на открытом воздухе, результаты печати с его использованием спустя какое-то время окажутся некачественными. Степень серьёзности этих проблем сильно зависит от типа филамента, некоторые пластиковые нити больше подвержены влиянию влаги, некоторые меньше. К примеру, PET влагу почти не впитывает, тогда как нейлон, может начать впитывать влагу всего после 18 часов пребывания на открытом воздухе. Cо специальными филаментами вроде PVA, который используется для создания опорных элементов, дела обстоят еще хуже. PVA – это очень гигроскопичный материал, который нужно хранить в герметичном контейнере. В противном случае он впитает в себя столько влаги, что станет абсолютно бесполезным. PLA и ABS также могут впитывать влагу ( PLA больше, чем ABS ). От влаги может пострадать не только филамент, но и ваш 3D-принтер, потому что разбухший PLA -филамент может забить сопло принтера до такой степени, что сопло даже придется заменить.