Температура экструзии для разных пластиков
FDM-печать напрямую связана с температурными параметрами, поскольку технология подразумевает плавление пластиковой нити. Несмотря на рекомендации производителя, на которые, безусловно, необходимо ориентироваться в работе, точные показатели все же определяются опытным путем. Все потому, что на разных принтерах работают разные датчики. К тому же печатающие головки отличаются. Поэтому перед пользователем стоит задача – правильно подобрать температуру экструзии.
В решении данной задачи помогают температурные башенки – специальные модели, которые нужно просто напечатать на своем устройстве и оценить результат на разных температурах, выбрав оптимальное значение. Самый популярный слайсер у 3Д печатников, пользующихся FDM-принтерами – это Cura. Поэтому данный материал мы готовили с его помощью.
Температурные башенки
Несведущему человеку не совсем понятно, что это такое. На самом деле температурная башня – это особая модель, которая состоит из сегментов. Каждый отдельный сегмент печатается при определенной температуре, и для удобства на его поверхности она пропечатывается, как маркировка, по которой можно было бы судить о параметрах.
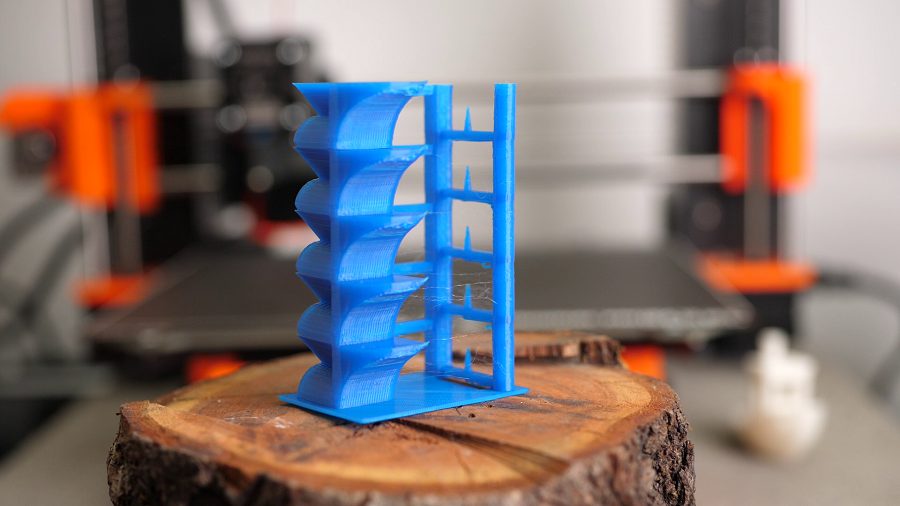
У готовой башенки остается только оценить, какой сегмент обладает наилучшими качествами и выбрать соответствующую температуру. Но этот метод будет работать только при одном условии, вы не просто отправите готовую модель на печать. Но сделаете соответствующие изменения в G-коде, что можно реализоваться в слайсере. Только так, при ручной настройке, можно заставить печатать каждый сегмент башни при нужной температуре.
Для начала вам нужно подобрать наиболее подходящую модель температурной башенки. Предпочтение нужно отдать той, у которой есть соответствующая температурная маркировка каждого сегмента, а также имеются мостики и наклонные элементы, позволяющие судить о качественных характеристиках печати при данной температуре. К тому же такие элементы помогут судить о том, насколько правильно выбран обдув, скорость печати и толщина слоев.
Один из вариантов подобной температурной башенки можно найти и скачать по ссылке ниже
https://www.thingiverse.com/thing:2761934
Работа с Cura
Если вы выбрали подходящую модель температурной башенки, то ее нужно загрузить в программу. Сделать это легко:
- меню открыть файл
- выбрать соответствующий файл
- нажать открыть.
Далее следует выполнить настройку параметров печати.
- Температура – это самое нижнее значение температуры, рекомендованное производителем. Можно его сделать чуть больше, дать небольшой запас. Так оборудование будет знать, на какую температуру должен нагреться хотэнд в самом начале печати. Если вам предстоит печатать материалом с высокой усадкой, например, АБС, то предусмотрите и подогрев стола, чтобы не возникало проблем с адгезией первого слоя.
- Скорость печати – выбирайте значение, которое будет максимально комфортным для вашего оборудования. Например, для бюджетного Creality Ender 3 при работе с ПЛА будет достаточно 50 мм/с.
- Заполнение – объемная модель для прочности нуждается в заполнении. Но здесь не требуется чего-то сверхъестественного. Вполне достаточно 20% сетчатой структуры.
- Толщина слоя – вот тут потребуется сделать небольшой расчет. Высота слоя будет зависеть от высоты одного сегмента. Если сегмент имеет высоту 5 мм, то оптимальной будет толщина слоя 0,1 или 0,2 мм. То есть каждый сегмент будет состоять из 50 или 25 слоев. А если взять толщину слоя 0,15. То точного количества слоев в высоту 5 мм уложить не получится.
Это все основные параметры 3Д печати, которые нужно настроить. Процедура в принципе вполне стандартная для печати любой модели.
Настройка смены температур
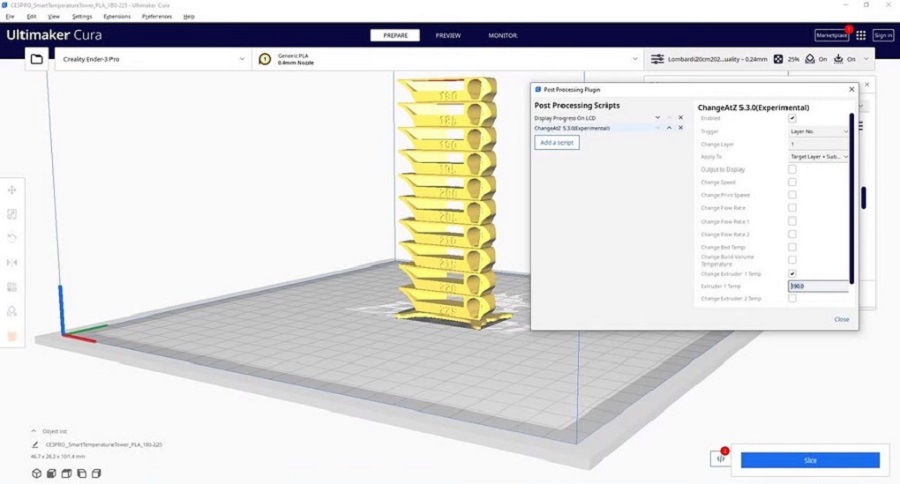
Далее задача усложняется, так как нам требуется, чтобы каждый отдельный сегмент печатался при определенной температуре. Чтобы этого добиться, необходимо модифицировать G-код, который будет автоматически сгенерировал слайсером. Для этого потребуется выполнить следующие шаги:
- выбрать «Расширения»
- «Постобработка»
- «Модифицировать G-код»
Так вы сможете попасть в специальное окно, где можно будет в ручном режиме отредактировать код.
Вам потребуется выбрать «Добавить скрипт» и «Изменить при Z». Так вы попадете в настройки, которые будут зависеть от высоты модели или номера слоя.
Настройку меняют посредством меню «Применить» и «Выбранный слой + следующий». Таким образом показатель температуры будет меняться в указанном слое и сохраняться до тех пор, пока не будет получена следующая команда.
Далее нужно включить «Изменить температуру экструдера №1» – это будет температура, при которой будет печататься первый сегмент. Процедуру повторяют для всех остальных частей.
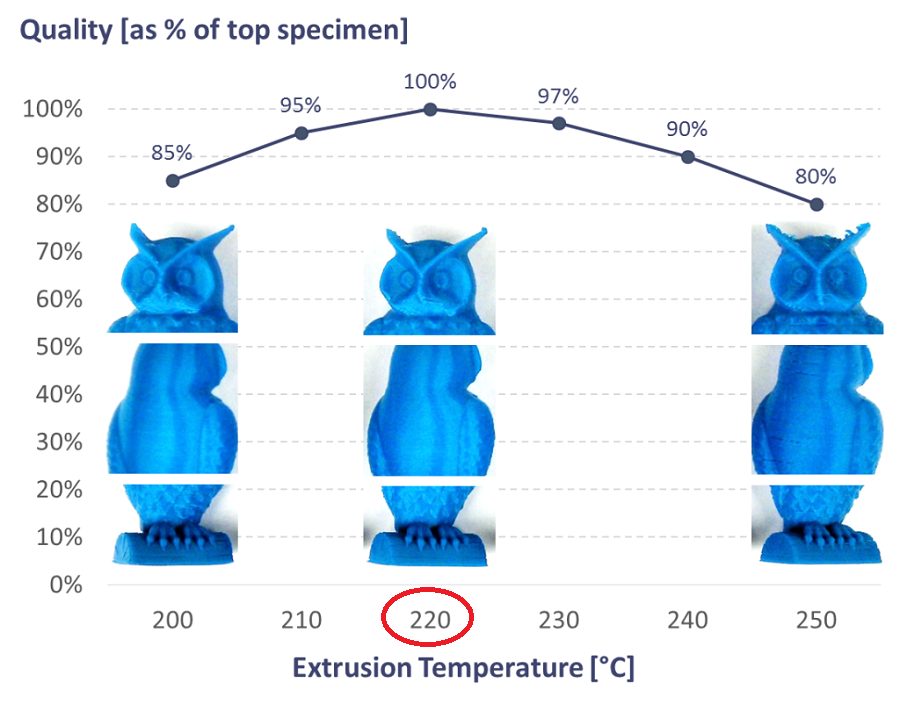
Интерпретация результатов
Готовые модели должны быть прочными и привлекательными. Таким образом главными характеристиками, по которым будет оцениваться каждый сегмент, будут эстетичность и прочность. Это значит вам нужно будет визуально осмотреть башенку и каждый ее сегмент, а также попытаться ее сломать. Оценивание будет производиться по следующим параметрам:
- Межслойная адгезия – это очень важная характеристика, ведь от того насколько прочно спекаются между собой слои зависит и прочность модели. На разных температурах экструзии этот параметр может отличаться. Качество спекания оценивают визуально – есть или нет расслоение. Также можно применить усилие, поскольку механическая нагрузка может привести к расслоению ненадежно спеченных слоев.
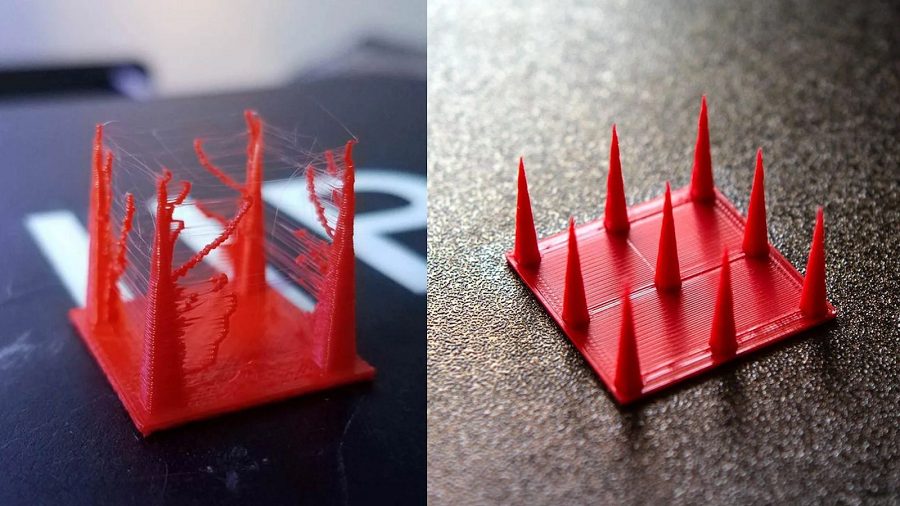
- Качество поверхностей – должны отсутствовать пропуски, нависания и т.п. Если пропуски есть, то подача расплава неэффективная, то есть хотэнд попросту не успевает расплавлять нить. Нужно отрегулировать скорость потока и повысить температуру. Наличие наплывов будут наоборот говорить о высокой скорости и температуре, требуется снижение. Мостики и наклонные поверхности в моделях печатаются без поддержек, и они должны быть ровными. Если мостик провисает или слои сползли, то опять же нарушен баланс.
- Паутинка – это явление больше неприятное, чем влияющее на прочность изделий. Оно во многом зависит от типа материала. Например, это характерное явление для PETG, поскольку он отличается высокой вязкостью. Наличие паутины говорит о недостаточном ретракте или высокой температуре. Опять же нужно искать баланс.
[/vc_column_text]
Выбрать пластик для 3D печати












Оставить комментаий
Ваш email не будет опубликован. Все поля обязательны для заполнения