Режимы выжигания фотополимера FunToDo Castable
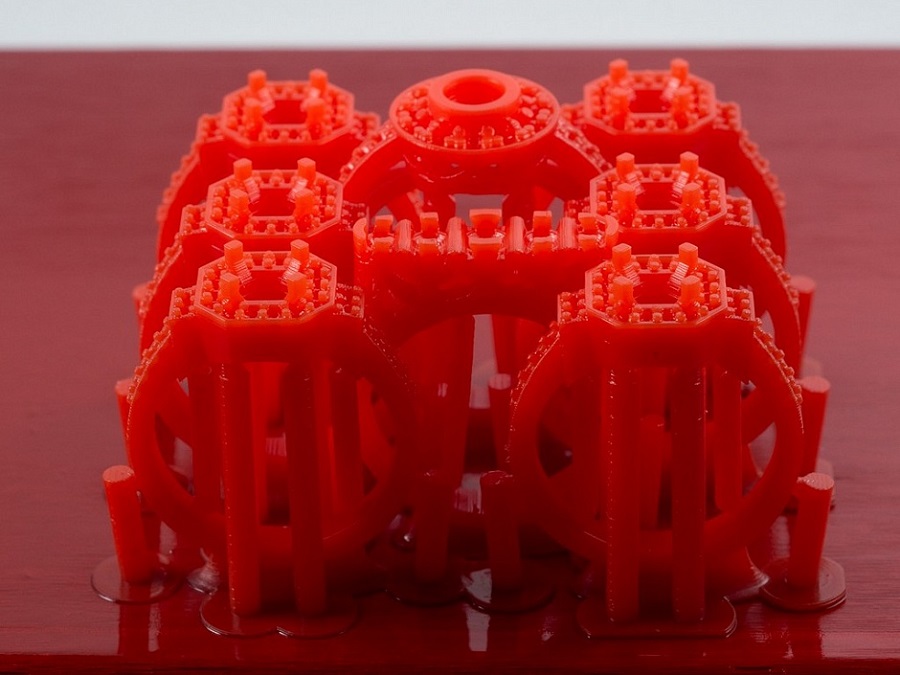
Литьевой фотополимер FunToDo Castable используется для печати на 3D принтерах Formlabs Form2, Wanhao Duplicator 7 и B9Creator. Важно понимать, что литье из воска и фотополимера – совершенно разные процессы. В частности воск вытапливают, а фотополимер выжигают, собственно говоря, по этой причине и процесс выжигания отличается от воскового.
Если необходимо отлить высокоточные модели, такие как ювелирные изделия, то принято использовать формовочную массу Plasticast. Если же требуется создание обычного изделия, то можно воспользоваться и более доступной по цене Satincast. Формомасса Goldstar KB, согласно тестированию, не подходит. Опытным путем при использовании золота 750 пробы после отливки получались изделия с большими шероховатостями.
Подготовительный этап
Модели после 3Д-печати, промываются в 70-90% растворе спирта. Для этого можно использовать медицинский или изопропиловый спирт. Промывку осуществляют в УЗМ, то есть при помощи ультразвуковой ванне. На это потребуется около 5 минут, не больше. Причем сначала модели промывают в растворе использованном ранее, а потом в чистом.
Модели после промывки сушат посредством сжатого воздуха, при этом тщательно проходят узкие отверстия. Это необходимо чтобы убрать остатки неотвердевшего фотополимера из всех, в том числе труднодоступных мест. Только после этого можно приступать к сушке и фотоотверждению.
При помощи скальпеля удаляются все поддержки. Сделать это нужно максимально аккуратно. Если будет необходимость, то можно еще раз промыть модель в УЗМ, но не более 1минуты, после чего нужно будет снова просушить все сжатым воздухом.
Обработанные модели помещаются в специальную сушку при температуре 38 градусов по Цельсию на полчаса. Можно также оставить в сухом темном месте при комнатной температуре, но тогда потребуется около 6 часов.
Для полного отверждения используется УФ-камера. Также можно вынести модели на солнце. Время будет зависеть от размеров моделей, в среднем на это потребуется 2-4 часа, причем каждые полчаса модели нужно будет переворачивать для равномерного облучения.
После того как модели полностью отвердеют их убирают в герметичный пакет. Теперь они готовы для производства.


Этап выжигания
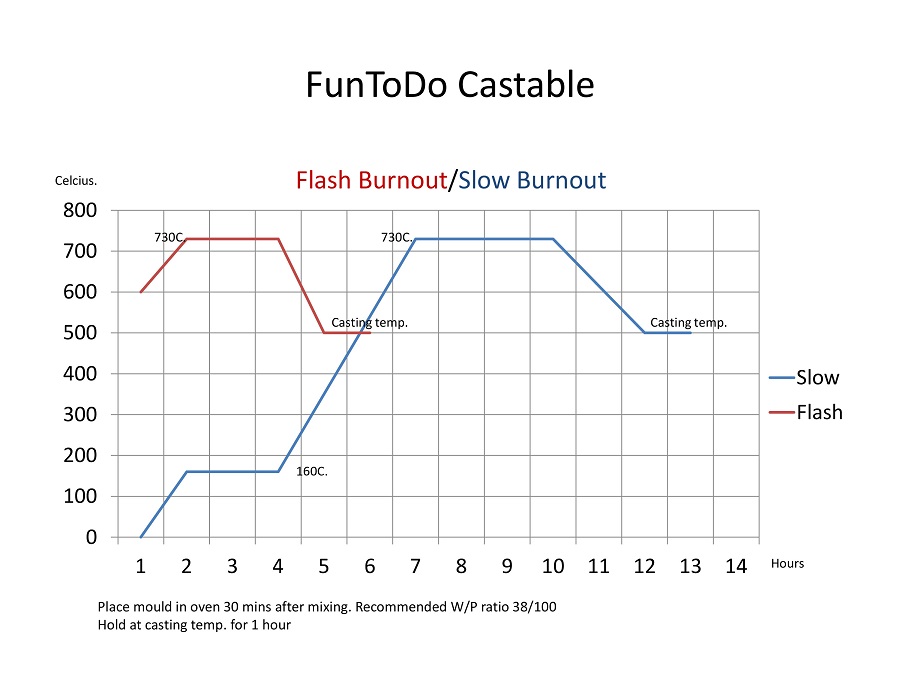
Используемая формомасса смешивается в соответствии с инструкцией. Стандартно для этого используется следующая пропорция: на 100 грамм порошка берется 38мл воды комнатной температуры.
Перед тем как опока отправится в печь, ее оставляют примерно на 2-4часа, время подбирается в зависимости от размеров моделей. Печь нагревается до 149 градусов по Цельсию и в нее помещается опока на 2 часа. Далее печать постепенно на 116 градусов в час нагревают до 371 градуса по Цельсию и выдерживают один час. Именно на данном этапе происходит выжигание полимера. Внимание, если изделие имеет большой размер, то потребуется увеличить время выдержки.
Далее печать снова постепенно, на 116 градусов в час, прогревается до 732 градусов по Цельсию и при этой температуре выдерживается 2 часа.
На следующем этапе температура понижается до величины температуры отливки и выдерживается еще час. По истечении этого времени можно приступать к отливке.
Внимание, шкала отсчета температур при прокаливании муфельной печи начинается от комнатной температуры, а не от нуля. Кроме того в муфельной печи должна быть встроенная принудительная вентиляция, так как полимер выгорает, а не как воск вытапливается.
Каталог с фотополимерными смолами – ПЕРЕЙТИ





Оставить комментаий
Ваш email не будет опубликован. Все поля обязательны для заполнения