Чем обработать напечатанные детали на 3Д принтере?
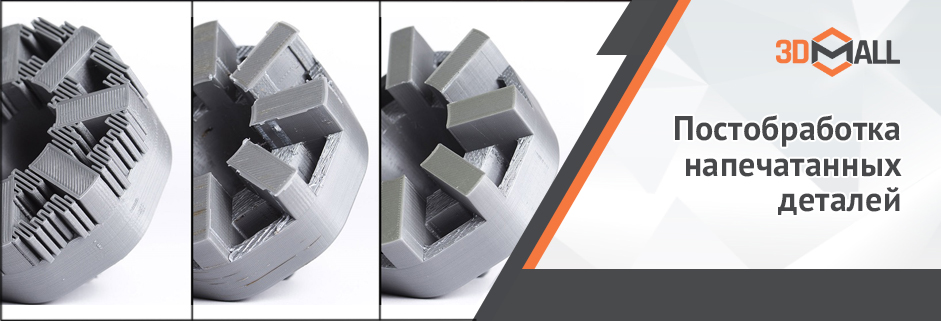
Изделия, напечатанные на 3Д-принтере, особенно те, что созданы по технологии FDM обладают одним свойством – ребристой поверхностью. И чем толще будет печатный слой, тем более выраженной будет данная особенность (Постобработка напечатанных деталей). Кроме того в ходе печати слои могут ложиться не всегда ровно, может появляться облой. А в ряде случаев, когда печатаются изделия сложной геометрии, используется ещё и поддержка. Все эти дефекты удаляются посредством постобработки, которая может выполняться разными способами, среди которых можно выделить следующие:
- химическая;
- механическая;
- шпатлёвка и покраска.
Все эти процедуры позволяют сделать отпечаток более привлекательным, а его поверхность более идеальной.
Механическая обработка
Под механической обработкой понимается удаление поддержек при помощи ножа или специального скальпеля, обработка поверхности надфилями и наждачной бумагой. При этом изначально поверхность обрабатывается более грубым, а в конце используется инструмент с более мелким абразивом.
Важно – обработка шкуркой или надфилем должна производиться легкими круговыми движениями. Это позволит добиться максимального эффекта. Если слоистость несильная, то можно сразу использовать более мелкий и тонкий абразив.

Этот тип обработки нельзя использовать для тонкостенных и комбинированных изделий. Также важно понимать при снятии большого слоя пластика для сглаживания может измениться формат детали, её размеры.
Химическая обработка
Этот тип пост обработки предполагает использование специальных веществ, которые частично растворяют пластик и позволяют сгладить его поверхность. Для каждого типа пластика подходит свой тип химиката:
- ABS – ацетон, этилацетат, дихлорметан;
- PLA – дихлорметан;
- SBS – сольвент, d-лимонен;
- HIPS – d-лимонен;
- PVA – вода;
- Nylon – соляная кислота.
Для растворения поддержек чаще всего используется ванна с растворителем, в которую на определённый срок помещается изделие.
Наиболее часто в бытовой 3Д-печати используется ABS-пластик. И его преимуществом является ещё и доступность материалов для постобработки. Как правило, используется обычный ацетон или 646 растворитель.

Лучше всего обработку производить парами ацетона или растворителя, так как при погружении готовой детали в растворитель она может деформироваться или утратить свой цвет. Температура кипения ацетона составляет 53 градуса по Цельсию, поэтому эта жидкость сильно испаряется. Процедура обработки ацетоном следующая: в банку, желательно стеклянную, на специальной поддержке из неокрашенного металла помещаются напечатанные детали. На дно банки наливается небольшое количество ацетона или растворителя. Банка плотно закрывается и помещается в ванночку, в которую постепенно наливают кипяток. В результате ацетон испаряется, равномерно воздействуя на деталь. Преимущество такого метода заключается в том, что весь процесс можно оценивать визуально. Чаще всего такого воздействия на деталь достаточно в течение нескольких секунд, реже минут. После этого деталь извлекается и тщательно просушивается, а после полируется.
Обработка ацетоном позволяет превратить слоистую матовую и шероховатую поверхность ABS-пластика в глянцевую и идеально гладкую. А для наилучшего результата необходимо использовать обработку абразивом, а после неё обработать растворителем.
В силу того что ацетон и другие растворители являются горючими, ядовитыми и опасными веществами, необходимо при работе соблюдать технику безопасности. Обязательно использовать перчатки, респиратор и избегать лишнего контакта с веществами.
Другие виды обработки
Иногда необходимо заполнить межслойное пространство, которое значительное. В этом случае можно зашпатлевать поверхность. Можно использовать обычные автомобильные шпатлёвки, специальные или эпоксидные. Их нанесение отличается простотой. Только важно помнить, что лучше использовать двухкомпонентную шпатлёвку, так как у неё практически отсутствует усадка, в то время как однокомпонентная даёт значительную усадку после высыхания.
Перед нанесением шпатлёвки используется грунтовка. Можно использовать самую обычную, но лучше отдать предпочтение профессиональным, так как они более однородные. Поверх грунтовки шпатлёвка ложится хорошо. После высыхания зашпатлёванная поверхность обрабатывается мелким абразивом, например, наждачкой, а затем может быть покрыта лаком, эпоксидкой или окрашена.
Таким образом, любое напечатанное изделие может быть обработано так, что оно будет неотличимо от изготовленного методом литья.
[/vc_column_text][/vc_column][/vc_row]
Материалы для постобработки
")









Оставить комментаий
Ваш email не будет опубликован. Все поля обязательны для заполнения